Sommario: 6.1 Apparecchi elettrici e non elettrici secondo il D.Lgs. n. 85/2016 e la Norma EN 60079-0 – 6.2 Gli assiemi, i componenti, i dispositivi di sicurezza, i luoghi di impiego previsti e le installazioni secondo il D.Lgs. n. 85/2016 – 6.3 La valutazione del rischio dovuto alla presenza di sorgenti di accensione ai sensi del Titolo XI, D.Lgs. n. 81/2008 – 6.4 Sorgenti di accensione e misure di prevenzione e protezione – 6.5 Gli apparecchi installati precedentemente al 30 giugno 2003 – 6.6 Esempi applicativi ed approfondimenti
Abstract: Questo Capitolo analizza nel dettaglio tutte le possibili sorgenti di accensione potenzialmente presenti in ATEX e le misure di prevenzione e protezione da porre in atto per evitarle. Particolare attenzione viene posta alle procedure da seguire per l’effettuazione dei lavori di manutenzione e la modalità di caricamento elettrostatico, con ampio spazio per la parte applicativa.
«Si è più in disaccordo su ciò che il rischio è, piuttosto che su quanto esso sia grande.»
Baruch Fischhoff1
Tra le strategie volte ad evitare che si generino esplosioni nei luoghi di lavoro, la prevenzione delle sorgenti di accensione risulta una delle misure più frequentemente adottate. Di essa fa preciso obbligo l’art. 289, comma 2, lett. a, D.Lgs. n. 81/2008:
“Se la natura dell’attività non consente di prevenire la formazione di atmosfere esplosive, il datore di lavoro deve: a) evitare l’accensione di atmosfere esplosive”.
Inoltre, l’art. 290, comma 1, lett. b, D.Lgs. n. 81/2008 prevede che nell’ambito della valutazione dei rischi il DDL tenga in debita considerazione la presenza di sorgenti di accensione all’interno di ATEX:
“Nell’assolvere gli obblighi stabiliti dall’art. 17, comma 1, il datore di lavoro valuta i rischi specifici derivanti da atmosfere esplosive, tenendo conto almeno dei seguenti elementi: (…) b) probabilità che le fonti di accensione, comprese le scariche elettrostatiche, siano presenti e divengano attive ed efficaci”.
La Norma UNI EN 1127-1 identifica ben 13 sorgenti di accensione che possono essere correlabili ad inneschi di ATEX estese:
-
superfici calde;
-
fiamme e gas caldi;
-
scintille di origine meccanica;
-
materiale elettrico;
-
correnti elettriche vaganti, protezione contro la corrosione catodica;
-
elettricità statica;
-
fulmine;
-
onde elettromagnetiche a radiofrequenza (RF) comprese tra 104 Hz e 3·1012 Hz;
-
onde elettromagnetiche comprese tra 3·1011 Hz e 3·1015 Hz;
-
radiazioni ionizzanti;
-
ultrasuoni;
-
compressione adiabatica ed onde d’urto;
-
reazioni esotermiche, inclusa l’autoaccensione delle polveri.
Naturalmente, solo una parte delle sorgenti di accensione elencate risulta all’origine della maggioranza degli eventi incidentali, e noi solo su queste concentreremo l’attenzione. Preliminarmente, tuttavia, approfondiremo alcuni aspetti applicativi della Direttiva di prodotto 2014/34/UE (D.Lgs. n. 85/2016) indispensabili alla trattazione che seguirà. Riporteremo a tal fine il parere ufficiale della Commissione delle Comunità Europee espresso nelle recenti Linee Guida all’ATEX (Aprile 2016) relativamente ai seguenti aspetti:
-
apparecchi non elettrici;
-
apparecchi elettrici;
-
assiemi;
-
componenti;
-
dispositivi di sicurezza, di controllo e di regolazione;
-
luoghi di impiego previsti;
-
installazioni.
6.1 Apparecchi elettrici e non elettrici secondo il D.Lgs. n. 85/2016 e la Norma En 60079-0
Ai sensi della Direttiva 2014/34/UE e del suo recepimento in ambito nazionale con il D.Lgs. n. 85/2016, si intendono per apparecchi le macchine, i materiali, i dispositivi fissi o mobili, gli organi di comando, la strumentazione e i sistemi di rilevazione e di prevenzione che, da soli o combinati, sono destinati alla produzione, al trasporto, al deposito, alla misurazione, alla regolazione e alla conversione di energia e al trattamento di materiale e che, per via delle potenziali sorgenti di innesco che sono loro proprie, rischiano di provocare un’esplosione.
La Norma EN 60079-0 stabilisce altresì i requisiti generali per la costruzione, la verifica e la marcatura degli apparecchi elettrici e dei componenti Ex destinati ad essere utilizzati in ATEX.
La relazione tra classificazione delle zone a rischio di esplosione (cfr. Capitolo 4), la categoria degli apparecchi (elettrici e non elettrici) e l’EPL degli apparecchi elettrici è riportata in Tabella 6.1.
Tabella 6.1 – Relazione tra classificazione della zona, categoria ed EPL
| Zona | Categoria | EPL |
|---|---|---|
| 0 | 1G | Ga |
| 1 | 2G (anche 1G) | Gb (anche Ga) |
| 2 | 3G (anche 1G, 2G) | Gc (anche Ga, Gb) |
| 20 | 1D | Da |
| 21 | 2D (anche 1D) | Db (anche Da) |
| 22 | 3D (anche 1D, 2D) | Dc (anche Da, Db) |
6.1.1 Apparecchi non elettrici
Se un apparecchio non elettrico possiede una sorgente potenziale di innesco, questa è spesso dovuta alla presenza di parti in movimento che possono provocare un rischio di innesco potenziale derivante da superfici calde o da scintille da attrito. Ne sono esempi: ingranaggi, ventilatori, pompe, compressori, miscelatori, freni. Gli apparecchi meccanici di questo tipo necessitano solitamente di un collegamento ad una fonte di energia, come per esempio un motore elettrico. Se vengono immessi insieme sul mercato in questa forma, essi possono costituire un assieme.
Gli apparecchi meccanici possono essere provvisti di termocoppia o di analogo dispositivo di misurazione che genera solo tensioni e correnti molto basse. Se questi dispositivi di misurazione possono essere considerati prodotti semplici, e non vi sono altre parti elettriche, tali apparecchi devono seguire le procedure di valutazione di conformità per gli apparecchi non elettrici. Se gli apparecchi contengono materiali elettrici che possono essere chiaramente separati, la procedura di valutazione di conformità per i componenti non elettrici può essere effettuata separatamente. Se l’apparecchio elettrico applicato all’apparecchio non elettrico non è un prodotto semplice, il prodotto viene normalmente considerato un assieme.
Per gli apparecchi che rientrano nel campo di applicazione della Direttiva, occorre tenere conto di tutte le potenziali sorgenti di innesco. Per un elenco di queste ultime, si rimanda alle relative Norme armonizzate in materia di apparecchi. In molti casi gli apparecchi saranno anche macchine che rientrano nel campo di applicazione della Direttiva 2006/42/CE (D.Lgs. n. 17/2010).
Molti componenti meccanici hanno un movimento molto lento, o hanno una potenza di alimentazione molto bassa. Tali apparecchi potrebbero non essere in grado di generare superfici calde o altre sorgenti di innesco, anche in caso di cattivo funzionamento. Il fabbricante è tenuto a valutare se tali apparecchi sono potenzialmente in grado di innescare un’atmosfera esplosiva. In caso negativo, essi non devono essere classificati come apparecchi ATEX, né essere marcati ai sensi della Direttiva 2014/34/UE.
La protezione contro l’innesco da utilizzarsi in apparecchi non elettrici può essere raggiunta attraverso l’adozione di più strategie tecniche (cosiddetti modi di protezione) riportati in Tabella 6.2.
Si osservi che i modi di protezione possiedono efficacia sia per ATEX di gas, vapori e nebbie sia per polveri combustibili.
Nel giugno del 2016 sono stati recepiti i seguenti standard:
-
CEI UNI EN ISO 80079-36 (Atmosfere esplosive. Parte 36: Apparecchi non elettrici destinati alle atmosfere esplosive – Metodo e requisiti di base);
-
CEI UNI EN ISO 80079-37 (Atmosfere esplosive. Parte 37: Apparecchi non elettrici destinati alle atmosfere esplosive – Tipo di protezione non elettrica per sicurezza costruttiva “c”, per controllo della sorgente di accensione “b”, per immersione in liquido “k”).
Come già specificato nel titolo della parte “37”, essi affiancano le Norme della serie EN 13463-X (con X=1, 5, 6 e 8) relativamente ai seguenti modi di protezione:
-
immersione in liquido;
-
controllo delle sorgenti di accensione;
-
sicurezza costruttiva;
e, nell’ambito degli apparecchi non elettrici, andranno a gestire la “resilienza” agli inneschi per ogni categoria (1, 2 e 3) e ogni tipo di zona (Gas o Dust). Tra le EN 13463 e le EN ISO 80079 è previsto un regime di validità contemporanea che terminerà il 31 ottobre 2019 data oltre quale permarrà in vigore il solo standard 80079.
Tabella 6.2 – Modi di protezione per apparecchi non elettrici
| Modo di protezione delle costruzioni Ex | Classificazione dei prodotti secondo la Direttiva 2014/34/UE | Norma tecnica | Descrizione | |
|---|---|---|---|---|
| Gruppo | Categoria | |||
| “k” (“h”) Immersione in liquido |
II | 1G, 2G, 3G 1D, 2D, 3D |
EN 13463-8 (Cap. 7, EN ISO 80079-37) | Immersione delle parti che possono innescare in liquido di protezione (olio) |
| “b” (“h”) Controllo delle sorgenti di accensione |
II | 1G, 2G, 3G 1D, 2D, 3D |
EN 13463-6 (Cap. 6, EN ISO 80079-37) | Controllo delle sorgenti di accensione potenziali con sensori che segnalino anomalie e possibili attivazioni di tali sorgenti |
| “c” (“h”) Sicurezza costruttiva |
II | 1G, 2G, 3G 1D, 2D, 3D |
EN 13463-5 (Cap. 5, EN ISO 80079-37) | Adozione di provvedimenti costruttivi che impediscano che un guasto possa determinare una sorgente di accensione efficace |
| “d” Prova di esplosione |
II | 2G 2D |
EN 13463-3 | Adozione di involucro resistente all’esplosione. Tale involucro impedisce, inoltre, che l’esplosione si propaghi all’esterno |
| “fr” Respirazione limitata |
II | 3G | EN 13463-2 | Adozione di tenute che limitino e ritardino l’ingresso dell’ATEX nell’involucro |
6.1.2 Apparecchi elettrici
La Direttiva 2014/34/UE non fornisce la definizione di apparecchio elettrico (l’art. 1, comma 3, lett. c, D.Lgs. n. 85/2016 definisce infatti, nell’ambito del campo di applicazione, gli “apparecchi” da intendersi in senso elettrico e non elettrico). Tuttavia, poiché tali apparecchi sono soggetti alla propria valutazione di conformità, può essere utile fornirne una definizione generalmente condivisa dalla maggioranza degli Stati membri.
Apparecchi elettrici: Sono apparecchi contenenti elementi elettrici, destinati alla produzione, al deposito, alla misurazione, alla distribuzione e alla conversione di energia elettrica, al controllo delle funzioni di altri apparecchi mediante mezzi elettrici, o alla trasformazione di materiali mediante l’applicazione diretta di energia elettrica.
Occorre notare che, per un prodotto finito assemblato con elementi sia elettrici che meccanici, può non essere necessaria una valutazione come apparecchio elettrico, purché la combinazione non generi ulteriori rischi di innesco per tale assieme. I modi di protezione per apparecchi elettrici da collocarsi rispettivamente in ATEX gas e polvere sono descritti in Tabella 6.3 e Tabella 6.4.
Tabella 6.3 – Modi di protezione tipici per apparecchi elettrici collocati in ATEX dovuta a gas e vapori
| Norma | Categoria CE-ATEX (EPL) | Marcatu-ra Ex | Modo di protezione delle costruzioni Ex | Descrizione |
|---|---|---|---|---|
| EN 60079-1 | 1G (Ga) 2G (Gb) 3G (Gc) |
da db dc |
Custodie a prova d’esplosione “d” | I componenti elettrici che possono innescare l’ATEX sono racchiusi in un involucro resistente all’esplosione. Tale involucro impedisce, inoltre, che l’esplosione si propaghi all’e-sterno |
| EN 60079-2 | 2G (Gb) 2G (Gb) 3G (Gc) |
pxb pyb pzc |
Protezione a sovrapressione “p” | Pressurizzazione della custodia con gas di protezione che previene la formazione di ATEX all’interno |
| EN 60079-18 | 1G (Ga) 2G (Gb) 3G (Gc) |
ma mb mc |
Protezione me-diante incapsu-lamento “m” | Le costruzioni elettriche o i loro componenti sono racchiusi in un blocco in resina che non permette il contatto con l’ATEX |
| EN 60079-5 | 2G (Gb) |
q | Protezione a riempimento “q” [sabbia] | Le parti innescanti sono ricoperte da sabbia che impedisce l’innesco dell’ATEX |
| EN 60079-6 | 2G (Gb) |
o | Protezione a immersione in liquido “o” [olio] | Immersione della costru-zione elettrica o parte di essai in liquido di protezione (olio) |
| EN 60079-7 | 2G (Gb) 3G (Gc) |
eb ec |
Protezione a sicurezza au-mentata “e” | Misure per ridurre la probabilità di innesco e sovratemperature a costruzioni elettriche non innescanti |
| EN 60079-11 | 1G (Ga) 2G (Gb) 3G (Gc) |
ia ib ic |
Protezione a sicurezza intrinseca “i” | L’energia del circuito è limitata a livelli tali che eventuali sovratemperature e/o scintille non innescano l’ATEX |
| EN IEC 60079-15 | 3G (Gc) |
n | Protezione “n” [no sparking] | Raggruppamento di un in-sieme di modi di protezione (costruzioni non scintillanti, respirazione limitata, limitazione di energia, sovrappressione semplificata) |
Tabella 6.4 – Modi di protezione tipici per apparecchi elettrici collocati in ATEX dovuta a polveri combustibili
| Norma | Categoria CE-ATEX (EPL) | Marcatura Ex | Modo di pro-tezione delle costruzioni Ex | Descrizione |
|---|---|---|---|---|
| EN 60079-31 | 1D (Da) 2D (Db) 3D (Dc) |
ta tb tc |
Protezione mediante custodie “t” | Protezione con custodia protetta dalla penetrazione della polvere e limitazione della temperatura superficiale |
| EN 60079-2 | 2D (Db) 2D (Db) 3D (Dc) |
pxb pyb pzc |
Protezione a sovrapressione “p” | Pressurizzazione della custodia con gas di protezione che impedisce la formazione di ATEX all’interno |
| EN 60079-18 | 1D (Da) 2D (Db) 3D (Dc) |
ma mb mc |
Protezione mediante incapsulamento “m” | Incapsulamento con requisiti di tenuta alla polvere e limitazione della temperatura superficiale |
| EN 60079-11 | 1D (Da) 2D (Db) 3D (Dc) |
ia ib ic |
Protezione a sicurezza intrinseca “i” | L’energia del circuito è limitata a livelli tali che eventuali sovratemperature e/o scintille non innescano l’ATEX |
La protezione con custodie “t” è ottenibile attraverso involucri dotati di idoneo grado IP imponendo una limitazione della temperatura superficiale (Tabella 6.5).
Tabella 6.5 – Grado di protezione dell’involucro per modi t in relazione al tipo di polvere
| Livello di prote-zione | IIIC (Polveri conduttrici) | IIIB (Polveri non con-duttrici) | IIIA (Fibre e particelle solide volanti combustibili) |
|---|---|---|---|
| “ta” Zona 20 |
IP6X | IP6X | IP6X |
| “tb” Zona 21 |
IP6X | IP6X | IP5X |
| “tc” Zona 22 |
IP6X | IP5X | IP5X |
6.2 Gli assiemi, i componenti, i dispositivi di sicurezza, i luoghi di impiego previsti e le installazioni secondo il D.Lgs. n. 85/2016
6.2.1 Assiemi
Un assieme essendo costituito dalla combinazione di due o più parti di apparecchi, oltre che dagli eventuali componenti è considerato un prodotto e come tale rientra nel campo di applicazione della Direttiva 2014/34/UE, purché tale assieme venga immesso sul mercato e/o messo in servizio da una persona responsabile (fabbricante) sotto forma di singola unità funzionale. Tali assiemi possono non essere pronti per l’uso, ma richiedere un’adeguata installazione. Le istruzioni dovranno tener conto di questo, in modo da garantire la conformità alla 2014/34/UE senza ulteriori valutazioni della conformità, a patto che l’installatore segua correttamente le indicazioni ivi contenute. Il fabbricante dell’assieme, nel caso in cui quest’ultimo sia composto da più apparecchi già conformi alla Direttiva 2014/34/UE, può, in linea di massima, presumere la conformità di detti apparecchi e limitare la propria valutazione ai soli rischi derivanti dall’assieme medesimo, a quelli aggiuntivi di innesco, oltre agli altri pericoli che possano assumere rilevanza a causa della configurazione finale. Qualora sussistano pericoli aggiuntivi di innesco, si renderà necessaria un’ulteriore valutazione della conformità dell’assieme in relazione a tali rischi. A questo fine, il responsabile dell’assemblaggio può presumere la conformità dei componenti se corredati dalla dichiarazione di conformità rilasciata dal rispettivo fabbricante.
Tuttavia, se il fabbricante dell’assieme inserisce parti prive di marcatura CE (poiché si tratta di parti fabbricate direttamente o ricevute da un fornitore e destinate a ulteriore trasformazione) o componenti non corredati dalla dichiarazione di conformità già citata, il fabbricante non potrà presumere la conformità e la sua valutazione della conformità dell’assieme dovrà riguardare anche le parti in questione.
Si noti che la valutazione del rischio da parte del fabbricante non preclude necessariamente il ricorso ad organismi notificati nella procedura o nelle procedure di valutazione della conformità applicabili.
Relativamente alla valutazione ATEX degli assiemi si può fare riferimento alla specifica tecnica IEC/TS 60079-46 (Explosive atmospheres – Part 46: Equipment Assemblies) che regola, negli assiemi appunto, le fasi di progettazione, costruzione, assemblaggio, collaudo, ispezione, marcatura e documentazione, valutazione dell’interconnessione di apparecchi ATEX.
6.2.2 Componenti
Le due caratteristiche peculiari dei componenti, ai sensi della Direttiva 2014/34/UE sono le seguenti:
-
sono essenziali per il funzionamento sicuro degli apparecchi e dei sistemi di protezione in relazione alla protezione contro le esplosioni (altrimenti non sarebbe necessario che rientrassero della Direttiva);
-
sono privi di funzione autonoma (altrimenti dovrebbero essere considerati come apparecchi, sistemi di protezione o dispositivi).
Si può ritenere che un prodotto sia dotato di funzione autonoma se può essere usato in modo sicuro per svolgere, o contribuire allo svolgimento, di una o più delle funzioni specificate in 2014/34/UE.
Ciò non preclude la necessità di seguire istruzioni specifiche per l’installazione e l’uso. Alcuni tipi di prodotti possono, a seconda del grado di valutazione della conformità già effettuata prima dell’immissione sul mercato e/o della messa in servizio, essere considerati privi di funzione autonoma o dotati di funzione autonoma.
Se la funzione del prodotto può essere svolta senza l’aggiunta di ulteriori parti esso non può essere considerato un componente.
I componenti destinati ad essere incorporati negli apparecchi o nei sistemi di protezione, corredati da un attestato di conformità contenente una dichiarazione delle relative caratteristiche e delle modalità di incorporazione nei prodotti, sono considerati conformi alle disposizioni applicabili della Direttiva 2014/34/UE. Anche i componenti Ex definiti nelle Norme europee armonizzate (alla Direttiva 2014/34/UE) sono componenti ai sensi della Direttiva ATEX. Ai componenti non deve essere apposta la marcatura CE, salvo diversamente prescritto da altre direttive.
La conformità dei componenti deve essere valutata con le medesime procedure degli apparecchi, dei sistemi di protezione o dei dispositivi, nei quali saranno integrati. È possibile che alcuni componenti vengano assegnati a una categoria, nel qual caso essi dovranno essere utilizzati in apparecchi appartenenti a tale categoria. Altri componenti potrebbero avere un impiego più ampio, tale da non consentire l’identificazione di una specifica categoria. Inoltre, i componenti destinati, ad esempio, ai sistemi di protezione autonomi, non necessitano di rientrare in una specifica categoria in quanto i medesimi sistemi di protezione non la possiedono.
Si riportano di seguito esempi di parti che potrebbero essere immesse sul mercato come componenti, se esplicitamente destinate ad essere incorporate nei prodotti ATEX:
-
terminali;
-
pulsantiere;
-
relè;
-
custodie antideflagranti vuote;
-
reattori per lampade fluorescenti;
-
relè e contatori incapsulati, con terminali e/o conduttori;
-
freni di macchine progettate per fare parte degli apparecchi ATEX;
-
contenitori pressurizzati comprendenti polvere estinguente che fa parte di un sistema di soppressione delle esplosioni;
-
nastri trasportatori per convogliatori che trasportano polveri combustibili;
-
sistemi di protezione non autonomi;
-
tubi d’aspirazione utilizzati su aspirapolvere;
-
forche per carrelli elevatori.
6.2.3 Dispositivi di sicurezza, di controllo e di regolazione
I dispositivi di sicurezza, controllo e regolazione (DSCR), normati dalla Direttiva 2014/34/UE, sono destinati ad essere utilizzati al di fuori di atmosfere potenzialmente esplosive e sono necessari o utili per un sicuro funzionamento degli apparecchi e dei sistemi di protezione, rispetto ai rischi di esplosione.
I dispositivi che influenzano il funzionamento sicuro delle apparecchiature e dei sistemi di protezione, relativamente al rischio di esplosione, possono tuttavia essere collocati anche all’interno di ATEX. In questo caso, per tener conto dei rischi di esplosione indotti dai DSCR è necessaria un’ulteriore valutazione del rischio (ad es. un dispositivo di sicurezza all’interno di una custodia con modo di protezione “d” o un dispositivo di sicurezza conforme al modo di protezione “i”).
I DSCR devono essere classificati in categorie ma l’indicazione della classificazione deve essere collocata tra parentesi, ad esempio “II (2) G”, dove il riferimento tra parentesi indica la categoria dell’apparecchiatura che viene influenzata dal DSCR stesso. Se si considera un sistema strumentato di sicurezza (ad es. un sensore, un PLC e un attuatore che operano in un circuito), l’intero sistema deve essere visto come un DSCR. Le parti di questo dispositivo di sicurezza possono essere situate all’interno dell’ATEX (ad es. un sensore) oppure all’esterno (ad es. PLC). La parte situata all’interno dell’ATEX può avere un proprio rischio d’accensione e deve essere dotata di una categoria idonea alla zona di installazione.
6.2.4 Luogo di impiego previsto
Ai sensi dell’applicazione della Direttiva 2014/34/UE non è determinante il luogo di installazione bensì l’effetto possibile della potenziale sorgente di innesco su un’atmosfera potenzialmente esplosiva.
Alla luce di questa considerazione, il luogo di installazione all’interno, presso o accanto un’ATEX non è decisivo per l’applicazione della Direttiva 2014/34/UE. L’elemento fondamentale è l’esistenza o meno di un contatto – o di un’interfaccia – tra le potenziali sorgenti di innesco di un apparecchio e un’ATEX con la conseguenza che la combustione può propagarsi all’insieme della miscela incombusta. In tale caso, la potenziale sorgente di innesco si trova all’interno dell’atmosfera potenzialmente esplosiva.
6.2.5 Installazioni
La Direttiva ATEX non disciplina il processo di installazione. L’installazione degli apparecchi è di norma soggetta alle prescrizioni delle direttive sociali o alle Normative interne degli Stati membri.
Tuttavia, viene spesso sollevata la questione della distinzione tra le responsabilità dei fabbricanti, che costruiscono un apparecchio o un assieme in base alla Direttiva 2014/34/UE, e le responsabilità del DDL, che acquista parti di apparecchi per costruire un’installazione.
Una situazione frequente è quella in cui parti di apparecchi già conformi siano immesse sul mercato indipendentemente da uno o più fabbricanti non responsabili dell’immissione sul mercato come “singola unità funzionale”. Il collegamento di tali apparecchi e la loro installazione nelle strutture dell’utilizzatore non è considerata fabbricazione e, conseguentemente, non costituisce una nuova immissione sul mercato; il risultato di tale operazione è un’installazione ed essa è esclusa dal campo di applicazione della Direttiva 2014/34/UE. L’installatore dovrà garantire che le parti di apparecchi inizialmente conformi rimangano tali anche quando sono state poste in servizio. Per tale motivo, egli dovrà seguire scrupolosamente tutte le istruzioni di installazione di ogni apparecchio. È sottinteso che non esiste sempre una linea di demarcazione netta tra un’installazione e un assieme. Per gli assiemi e le installazioni, le responsabilità ricadranno sulla persona che immette l’assieme sul mercato, o sull’utente finale. Ciascuno di essi dovrà redigere un fascicolo tecnico comprovante l’ottemperanza alla relativa Normativa.
Il contenuto tecnico sarà in larga parte lo stesso. L’impianto sarà solitamente una installazione se:
-
il DDL o un installatore acquista delle parti (inclusi componenti o apparecchi ATEX) da fabbricanti diversi ed esse vengono installate sotto la sua responsabilità previa esecuzione di una valutazione completa dei rischi;
-
il DDL effettua una serie di processi diversi che richiedono principalmente l’integrazione in loco di apparecchi e parti conformi alla ATEX, questi sono installati in base ad un unico progetto;
-
il DDL commissiona la costruzione di parti uniche dell’installazione fuori sito, sotto la sua diretta responsabilità, oppure indirettamente tramite un appaltatore con il quale ha sottoscritto un contratto.
Una volta ultimata la costruzione dell’impianto, saranno necessarie prove di collaudo o regolazioni da effettuarsi sotto la responsabilità dell’utente finale.
6.3 La valutazione del rischio dovuto alla presenza di sorgenti di accensione ai sensi del titolo XI, D.Lgs. n. 81/2008
La valutazione delle sorgenti di accensione presenti nel luogo di lavoro, da realizzarsi in conformità all’art. 290, comma 2, lett. a, D.Lgs. n. 81/2008, può essere svolta in funzione di un parametro definibile categoria equivalente dell’innesco, in accordo con quanto proposto dalla Norma UNI EN 1127-1 e dalla metodologia RASE2.
Tali metodiche, pur essendo finalizzate a fornire strumenti utili per la valutazione in conformità al D.Lgs. n. 85/2016, possono essere utilizzabili anche negli ambienti di lavoro (con opportuni adattamenti) secondo quanto previsto dal Titolo XI, D.Lgs. n. 81/2008.
Preliminarmente alla valutazione del rischio di innesco è opportuno riepilogare le fasi del ciclo di lavoro attraverso un’analisi funzionale analoga a quella proposta dalla metodologia RASE nella quale si indicheranno (Figura 6.1):
-
gli stati fisici della sostanza che dà origine all’ATEX;
-
l’unità operativa analizzata oppure la fase del ciclo produttivo nel caso in cui la lavorazione non preveda l’utilizzo di particolari impianti o attrezzature di lavoro (es. travaso solventi, caricamento polveri da boccaporto, ecc.);
-
le energie e gli eventuali stati operativi del ciclo di produzione.
A seguito di tale schematizzazione si individueranno, per ogni area classificata ed estesa (cfr. Capitolo 4), le energie presenti. A tali energie saranno correlabili le sorgenti di accensione che potranno essere più o meno efficaci nell’accensione della miscela stessa. La valutazione di efficacia nell’accensione dell’ATEX dovrà essere possibilmente realizzata confrontando quantitativamente le energie di accensione in gioco con i parametri sensibili di innesco della miscela (MIE, Tacc, Tcl, T5mm, ecc). Tale valutazione come vedremo, potrà essere di tipo analitico oppure, più semplicemente, effettuata per analogia con casi tipici.
Sarà inoltre indispensabile determinare con che probabilità l’accensione si possa manifestare; a questo fine si individuano le 4 categorie equivalenti di innesco riportate nella Tabella 6.6.
Figura 6.1 – Analisi funzionale del ciclo di produzione
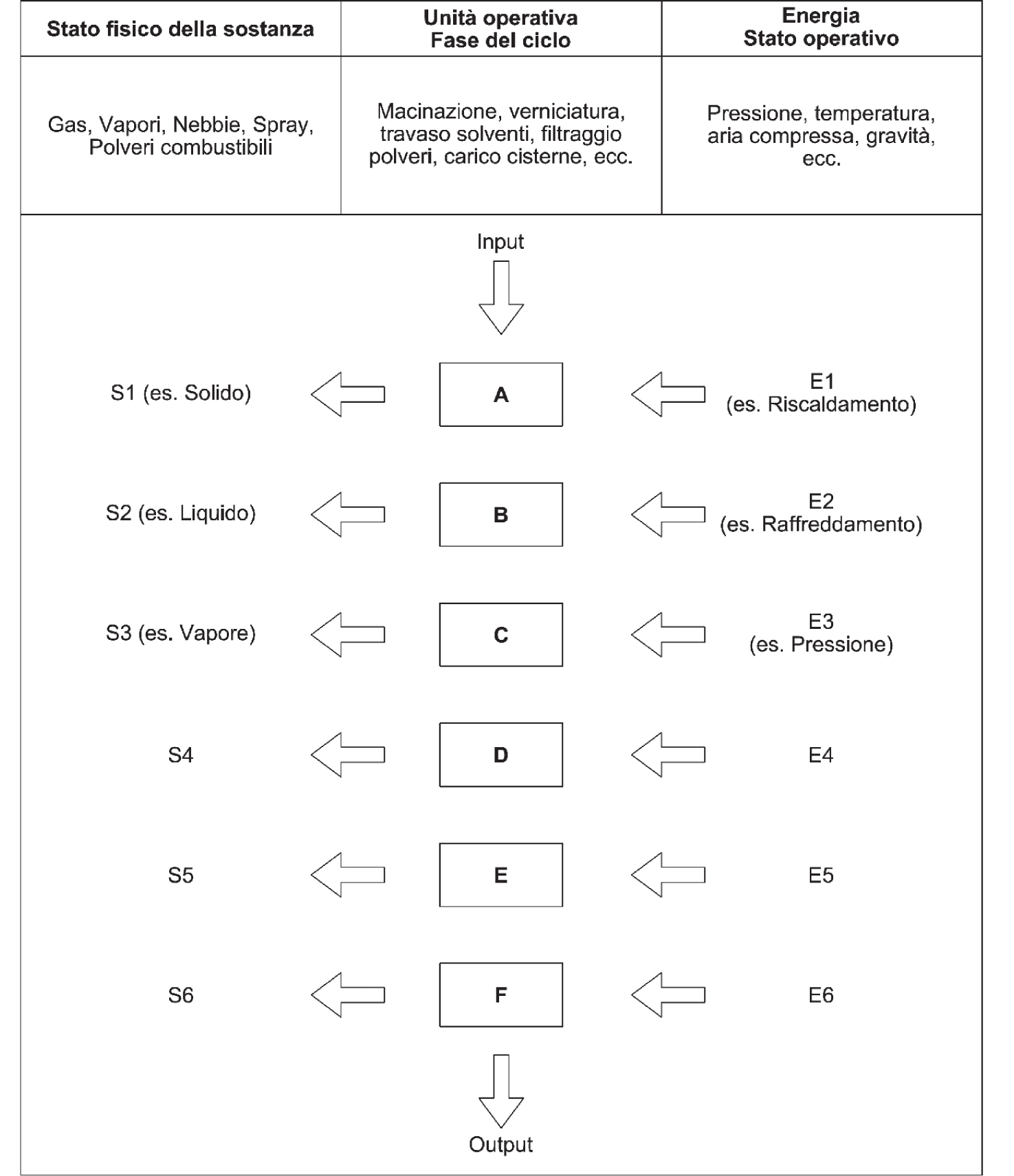
Tabella 6.6 – Requisiti di resistenza all’innesco
| Requisiti di resistenza all’innesco delle sorgenti di accensione collocate in ATEX | Titolo XI, D.Lgs. 81/2008 | ||||
|---|---|---|---|---|---|
| Categoria equivalente | Barriere di sicurezza | Probabilità di presenza di ATEX | Zona d’uso | ||
| Qualità | Adempimenti di protezione | Quantità | |||
| 1E | Molto elevato | Il livello di sicurezza è garantito anche in presenza di due anomalie indipendenti l’una dall’altra | 3 | Certa | 0, 1, 2 20, 21, 22 |
| 2E | Elevato | Il livello di sicurezza è garantito anche in presenza di anomalie ricorrenti o di difetti di funzionamento | 2 | Probabile durante il normale funzionamento | 1, 2 21, 22 |
| 3E | Normale | Il livello di sicurezza è garantito durante il normale funzionamento | 1 | Non probabile durante il normale funzionamento | 2 22 |
| 4E | Basso | Non è garantito il livello di sicurezza | 0 | Possibile durante il normale funzionamento | - |
| Indipendentemente dalla categoria di accensione e dalla classificazione della zona a rischio di esplosione, misure di protezione devono sempre essere adottate nei casi di presenza di polvere combustibile con MIE ≤ 10 mJ (VDI 2263-6) | |||||
Come risulta evidente, le categorie equivalenti ricordano molto da vicino le definizioni previste dalla Normativa armonizzata per gli apparecchi elettrici e non elettrici con potenziale sorgente di innesco propria. La principale differenza consiste nell’applicazione di tali criteri a tutte le possibili sorgenti di accensione presenti nel luogo di lavoro non limitandoci quindi, ai soli apparecchi elettrici e non elettrici. Si rileva la presenza della categoria equivalente 4E anche nei casi in cui tra le sorgenti di emissione e le sorgenti di accensione esista una relazione positiva3.
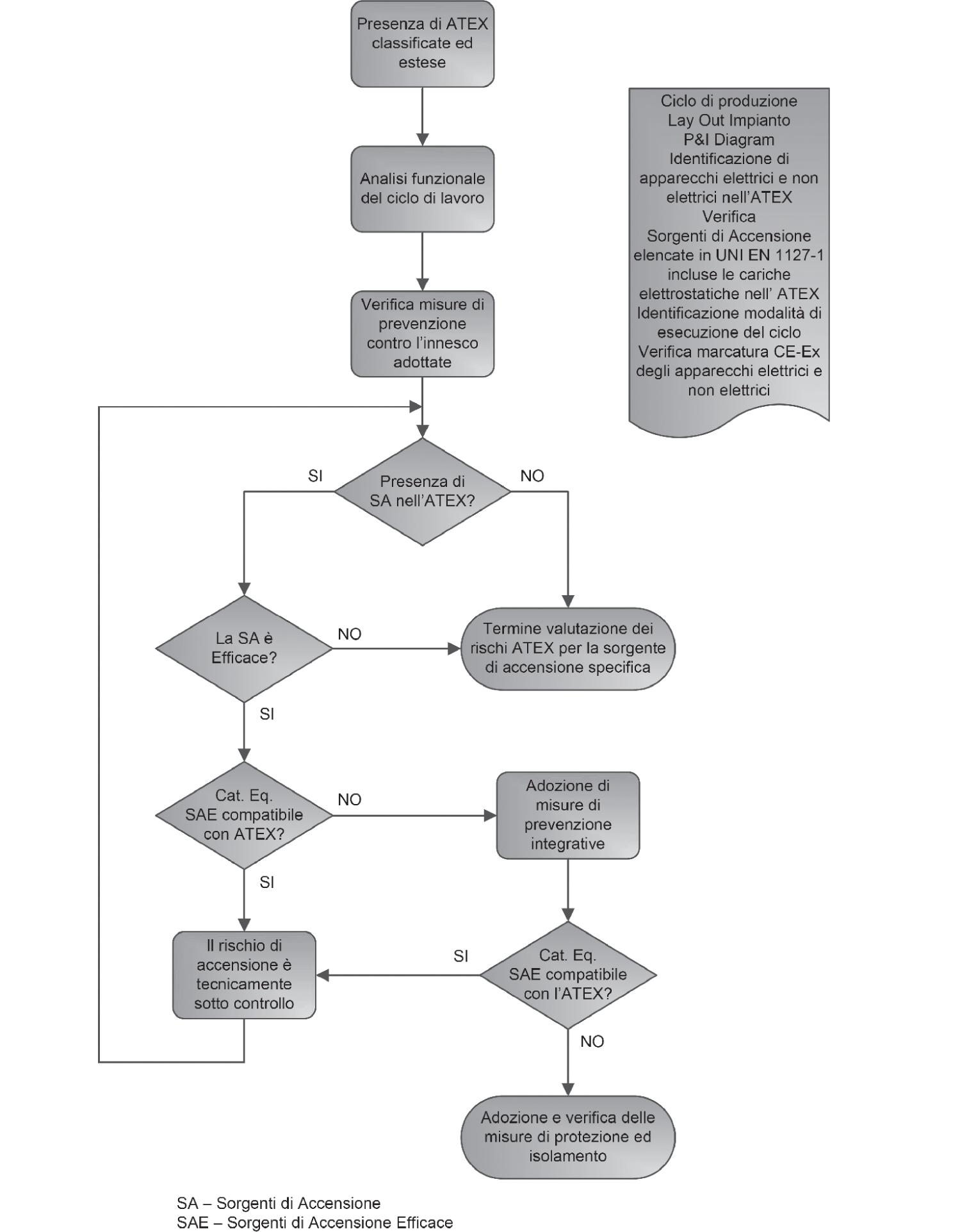
Giunti a questo punto, si confronterà la categoria equivalente di ciascuna sorgente di emissione con il tipo di zona classificata. Le situazioni che emergeranno dal confronto saranno le seguenti (Figura 6.2):
-
la sorgente di accensione possiede una categoria di accensione più che sufficiente alla zona classificata (es. categoria equivalente 1E in una zona classificata di tipo 1);
-
la sorgente di accensione possiede una categoria di accensione sufficiente alla zona classificata (es. categoria equivalente 2E in una zona classificata di tipo 1);
-
la sorgente di accensione possiede una categoria di accensione insufficiente alla zona classificata (es. categoria equivalente 3E in una zona classificata di tipo 1).
Nei primi due casi, una volta individuate le misure necessarie a stabilizzare il rischio di accensione, la valutazione si concluderà. Nel terzo caso invece, se non è possibile l’individuazione delle misure di prevenzione tecnica dell’accensione, sarà indispensabile procedere alla scelta delle più opportune misure di protezione contro l’esplosione (cfr. Capitolo 7).
Nell’attesa che le misure di prevenzione necessarie a rendere accettabile il rischio siano adottate, risulterà indispensabile l’approntamento di barriere tecniche e gestionali di compensazione che garantiscano, nell’attesa dell’installazione delle soluzioni definitive, il proseguimento dell’esercizio dell’attività in condizioni di rischio tollerabile secondo logica ALARP. Nel caso in cui l’attività produttiva non possa esercire, provvisoriamente, in condizioni di rischio tollerabile, l’esercizio stesso dovrà essere interdetto fino alla risoluzione del problema.
Figura 6.2 – Analisi e valutazione del rischio di accensione in zone classificate
6.4 Sorgenti di accensione e misure di prevenzione e protezione
6.4.1 Superfici calde
Abbiamo già indicato nel Capitolo 2 che un’ATEX può essere innescata se posta in contatto con una superficie sufficientemente calda. In ambito industriale sono descritte molti scenari che possono dare origine a surriscaldamenti localizzati, tuttavia queste possono essere riassunte in due grandi famiglie:
-
superfici calde dovute al normale esercizio del processo;
-
guasti a parti meccaniche ed elettriche.
Gli apparecchi che possono generare inneschi a seguito di disfunzioni sono di seguito riepilogati (elenco non esaustivo):
-
apparecchi elettrici;
-
pompe (incluso il premistoppa);
-
ventilatori centrifughi;
-
compressori;
-
cuscinetti (radenti e volventi);
-
valvole rotative;
-
coclee;
-
innesti a frizione;
-
freni;
-
passaggi d’albero;
-
radiatori, essiccatoi, tubi radianti.
L’utilizzatore di apparecchi elettrici e non elettrici deve assicurarsi che le massime temperature superficiali siano compatibili con quelle di accensione delle ATEX nelle quali tali apparecchi saranno posizionati.
In particolare, gli apparecchi posizionati in ATEX derivante dalla presenza di gas, vapori e nebbie, dovranno possedere una massima temperatura superficiale minore della temperatura di accensione del gas, vapore o nebbia (cfr. Capitolo 2 del presente volume). Tale indicazione deve essere chiaramente indicata nella marcatura CEATEX. Nel caso invece di apparecchi posizionati in ATEX dovute a polveri combustibili, la temperatura superficiale deve soddisfare entrambe le condizioni (strati di spessore inferiore a 5 mm):

Nel caso siano presenti strati di polvere superiori a 5 mm ma inferiori a 50 mm la massima temperatura superficiale deve essere ridotta secondo quanto indicato in Figura 6.3, dato che aumenterà l’isolamento termico dello strato. Spessori di 20 mm possono ridurre del 40% la temperatura massima ammissibile. Anche in questo caso la temperatura deve essere chiaramente indicata nella marcatura CE-ATEX.
Il costruttore degli apparecchi (elettrici e non elettrici) dovrà, a sua volta, prevedere opportuni margini di sicurezza in relazione alla categoria ATEX assegnata all’apparecchio secondo quanto indicato in UNI EN 1127-1. In particolare è prevista l’adozione di un margine di sicurezza del 20% sulla Tacc nel caso di marcatura di apparecchi CE-ATEX in categoria 1G e 2G.
Figura 6.3 – Massima temperature superficiali in apparecchi elettrici con strati di polvere di spessore compreso tra 5 mm e 50 mm
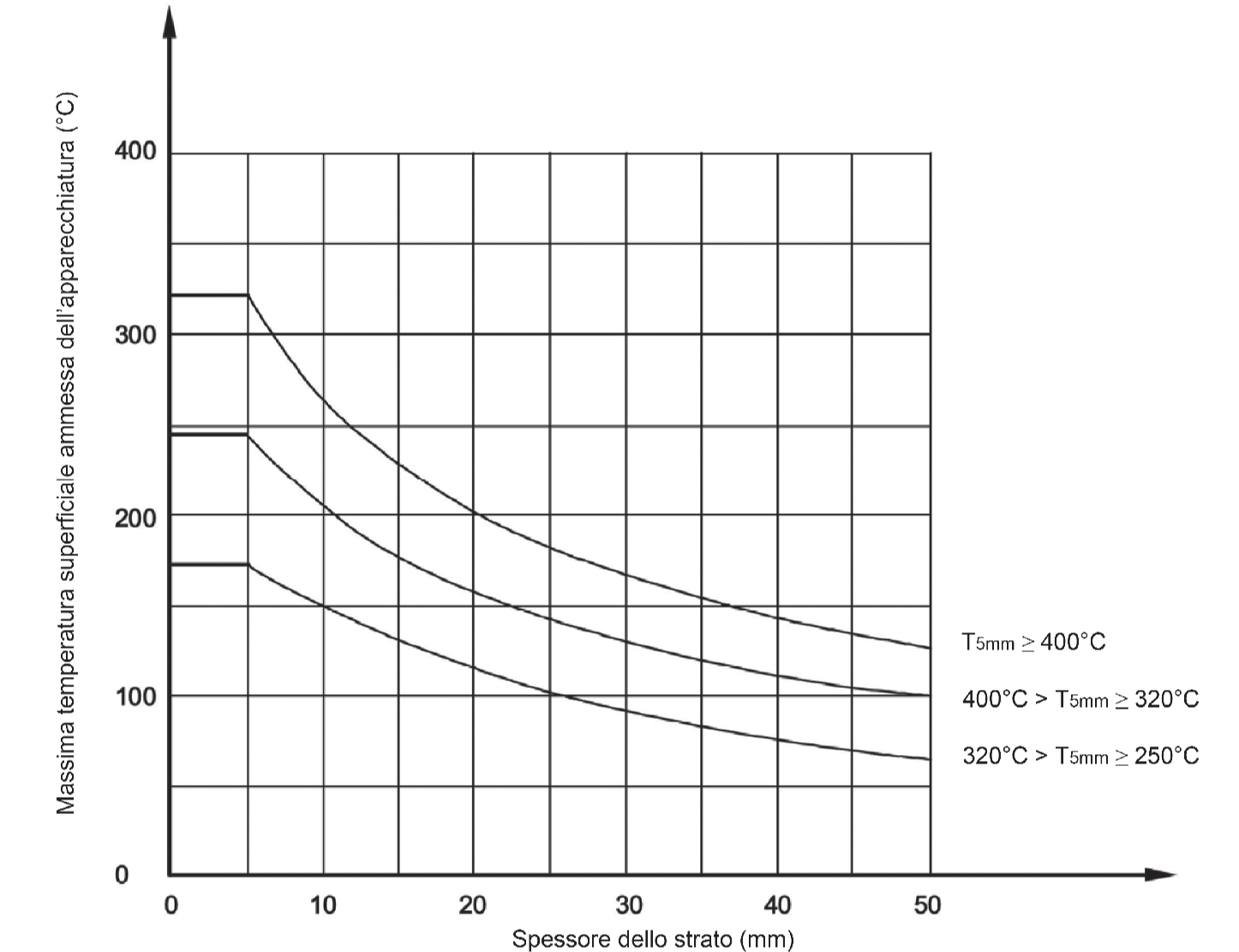
Fonte: ex Guida CEI 31-56:2007
Mentre il surriscaldamento dovuto ad apparecchi elettrici può avere varie origini dipendendo esso dalla presenza di componenti elettricamente sovraccaricabili o meno, l’aumento di temperatura negli apparecchi non elettrici è nella maggioranza dei casi legato alla presenza di superfici tra loro a contatto ed in moto relativo. Tipici sono i casi di guasto di cuscinetti volventi, contatti tra carcassa e girante in pompe e ventilatori, disallineamenti significativi in apparecchi di trasporto polveri (es. elevatori a tazze, coclee, rotocelle, ecc.). Una parte della potenza meccanica è, in questi casi, trasformata in calore d’attrito che conduce ad un aumento della temperatura delle superfici a contatto. In occasione di guasti significativi si vengono a generare surriscaldamenti localizzati (Hot Spot) che possono condurre all’accensione dell’ATEX adiacente alle superfici tra loro a contatto. Una valutazione quantitativa del calore generato tra superfici a contatto in moto relativo è fornita dalla seguente equazione:

dove:
| P | è la potenza dissipata in attrito; |
| f | è il coefficiente d’attrito; |
| N | è la forza di contatto tra le superfici; |
| v | è la velocità relativa tra le superfici; |
| λ | è la conducibilità termica dei solidi a contatto; |
| A | è l’area della superficie di contatto; |
| r | è il raggio della superficie di contatto; |
| Tf | è la temperatura di equilibrio finale; |
| Tamb | è la temperatura ambiente iniziale. |
Come indicato dall’eq. 6.2, la presenza di conducibilità termiche limitate (es. acciaio INOX) può determinare notevoli aumenti locali di temperatura dato che il calore prodotto per attrito è asportato lentamente dal metallo. Al contrario, l’adozione di metalli conduttivi permette di drenare con maggior efficienza il calore prodotto limitando, quindi, il surriscaldamento localizzato.
6.4.1.1 Misure di prevenzione e protezione
Normalmente la presenza di velocità di esercizio inferiori ad 1 m/s non comporta, in caso di guasto, la formazione di punti caldi in grado di innescare ATEX (cfr. art. 6.4.3, EN ISO 80079-36:2016)4. A tali velocità è inoltre possibile escludere la formazione di particelle incandescenti (Hattwig, 2004).
Infine, per alcune applicazioni impiantistiche, l’International Section of the ISSA for Machine and System Safety indica che in presenza di ATEX dovute a polveri combustibili, valori di velocità inferiori ad 1 m/s uniti a potenze massime installate di 4 kW garantiscono l’assenza di inneschi dovuti ad attrito.
È importante considerare il rischio di accensione dovuto a superfici calde è influenzato da più parametri. Il rischio di accensione aumenta se:
-
la miscela ATEX è prossima alla propria composizione stechiometrica;
-
aumenta il tempo di contatto tra la superficie calda e l’ATEX;
-
la superficie di contatto è estesa;
-
la superficie di contatto è concava;
-
la temperatura della superficie calda è elevata;
-
la superficie a contatto con l’ATEX è attiva.
Relativamente a quest’ultimo punto, si specifica che le temperature di accensione sono ottenute attraverso il riscaldamento di superfici non porose e pulite. Una superficie cataliticamente attiva può innescare vapori a temperature molto inferiori a quella di accensione. Sono documentati casi di autoaccensioni di bitume o oli pesanti a temperature fino a 240 °C inferiori a quelle comunemente accettate come minima temperatura di accensione. Il rischio di accensione aumenta, anche se le superfici calde a contatto dell’ATEX sono fibrose/porose ed impregnate di olio; in questi casi si stima una diminuzione dell’ordine di 100 °C. Pertanto la contaminazione di isolanti termici con olio e bitume e/o l’accumulo di stracci sporchi di olio o materiale assimilabile deve essere sempre evitata in zone classificate a rischio di esplosione (IP15).
D’altra parte, l’evidenza empirica riportata in API 2216 indica che, all’aria aperta, l’accensione di ATEX dovuta a superfici calde pulite dovrebbe essere considerata credibile nei soli casi in cui tale valore superi di almeno 200 °C la temperatura di accensione della sostanza infiammabile (Lees, 2005).
Ulteriori anomalie nelle caratteristiche di accensione, relativamente a specifici gas e vapori infiammabili (es. etilnitrito, idrazina), sono riportate nel Capitolo 2 al quale si rimanda.
6.4.2 Fiamme e gas caldi
La presenza di fiamme e gas caldi risulta ovviamente incompatibile con qualsiasi zona ATEX classificata dato che la temperatura di fiamma è sempre bene superiore alla temperatura di accensione di qualsiasi miscela ATEX5. La presenza di fiamme nei luoghi classificati può essere dovuta a varie cause:
-
fumo di sigaretta non autorizzato;
-
arco elettrico;
-
smerigliatura;
-
saldatura ossiacetilenica;
-
preriscaldo a fiamma;
-
esecuzione di lavori elettrici su apparecchi CE-ATEX;
-
utilizzo di motori a combustione interna;
-
riscaldamento a resistenza;
-
presenza di veicoli in zone classificate.
L’esclusione di tali sorgenti di accensione può essere ottenuta, durante il normale esercizio, attraverso misure di ingegneria, informazione dei lavoratori, segnaletica di sicurezza e procedure. Queste misure di sicurezza appaiono invece più difficilmente adottabili durante le fasi di manutenzione. Si aggiunge che, durante il normale ciclo di produzione, il personale non dovrebbe mai entrare in contatto con zone ATEX attive (le zone di tipo 0 e 20 sono confinate all’interno di contenimenti e le altre zone, pur presenti anche nei luoghi di lavoro, si manifestano con minor frequenza). Tuttavia, nel corso di alcune operazioni di manutenzione l’esposizione diretta ad ATEX attive può essere più frequente, soprattutto nei casi in cui è prevista l’apertura di contenimenti di processo (es. lavori su tubazioni, reattori, silos, ecc.).
6.4.2.1 Misure di prevenzione e protezione
Una misura certamente indispensabile per l’esecuzione di lavori a caldo è rappresentata dalla procedura di gestione del cambiamento/gestione delle modifiche.
In ogni attività lavorativa le operazioni di manutenzione devono essere adeguatamente pianificate, soprattutto quando esse possiedono impatti significativi in termini di sicurezza e salute dei lavoratori. Tale attività, definita gestione del/delle cambiamento/modifiche (Management Of Change, MOC), risulta prescritta dalle linee guida CCPS, nonché nelle Norme ISO 45001 e UNI 10617; quest’ultima Norma, in particolare, specifica i criteri da adottarsi per i sistemi di gestione per la sicurezza in aziende a rischio di incidente rilevante. A titolo illustrativo si riporta quando previsto dall’art. 4.4.8 della citata UNI 10617, relativamente alla gestione delle modifiche:
Il gestore deve definire, documentare, attuare e mantenere specifiche procedure per garantire una corretta gestione delle modifiche, permanenti o temporanee degli impianti esistenti e della progettazione degli impianti o parti di impianto nuovi, comprese le modifiche al ciclo produttivo (cambiamenti di sostanze, parametri di processo, sistemi di sicurezza, ecc.), all’organizzazione aziendale o alle procedure. Queste procedure devono includere:
-
la definizione di modifica (organizzativa, procedurale, impiantistica);
-
il limite temporale massimo fissato per le modifiche temporanee;
-
il campo di applicazione delle procedure per la gestione delle modifiche;
-
l’analisi dell’eventuale influenza sulla sicurezza che possono avere le modifiche, attraverso una valuta zione preventiva dei rischi effettuata in fase di progettazione dell’intervento e coerente con il resto dell’attività, compreso il coinvolgimento, per quanto possibile, del personale interessato, al fine di mantenere i criteri e requisiti di sicurezza fissati, con particolare riferimento a quelli basati sui principi di sicurezza intrinseca per PIR, e il rispetto di quanto previsto in materia dalla normativa vigente;
-
le modalità di pianificazione delle attività finalizzate alla sicurezza, dalla progettazione della modi fica fino al collaudo finale, attraverso tutte le fasi realizzative;
-
le modalità di aggiornamento della documentazione, compresa quella inerente la valutazione dei rischi di incidente rilevante di cui al punto 4.3.1 e l’eventuale rapporto di sicurezza, nell’assetto finale degli impianti e/o dell’organizzazione aziendale;
-
le modalità di riesame dei fabbisogni formativi e di addestramento del personale coinvolto a qualunque titolo dalla modifica apportata;
-
la definizione dei sistemi di approvazione della modifica, subordinati all’esito di attività di controllo degli interventi realizzati;
-
le modalità con le quali le modifiche sono documentate e comunicate al personale.
Le attività di progettazione e modifica devono essere pianificate e assegnate a personale con qualificazione e competenze appropriate. A ciascuna verifica della progettazione devono partecipare, secondo modalità specificate dalle procedure, i rappresentanti di tutte le funzioni interessate alla fase di progettazione sotto verifica ed anche altro personale specializzato coinvolto nell’esercizio.
Vale la pena di ricordare che i cambiamenti coinvolgono quasi sempre operazioni di manutenzione (ordinaria o straordinaria) e possono essere ricondotti alle seguenti modifiche.
-
negli apparecchi di processo;
-
nei sistemi di controllo;
-
nei sistemi di protezione;
-
nelle infrastrutture del sito;
-
operativi e tecnologici;
-
nelle modalità di ispezione e manutenzione;
-
nelle procedure, cambiamenti organizzativi e di politica aziendale.
Nel corso del 2010, l’OSHA lanciò una campagna sulla manutenzione sicura che raccolse un discreto successo in termini di visibilità.
Figura 6.4 – Logo della campagna europea sulla manutenzione sicura promossa dall’OSHA nel 2010

Il grande merito di tale promozione, fu il fatto di portare alla luce, una volta di più, la problematica connessa ai rischi connessi all’effettuazione dei lavori di manutenzione negli ambienti di lavoro di tutti i settori industriali.
Le parole d’ordine della campagna furono cinque:
-
pianificare;
-
rendere sicura la zona di lavoro;
-
usare attrezzature adatte;
-
lavorare secondo la pianificazione programmata;
-
effettuare i controlli finali.
Di seguito si riportano le principali considerazioni elaborate nella campagna relativamente ai punti sopraelencati.
Pianificazione
La manutenzione deve iniziare con una pianificazione adeguata. I datori di lavoro devono effettuare una valutazione dei rischi delle attività di manutenzione che propongono e, in tale processo, sono tenuti a coinvolgere i lavoratori. Tra i fattori da prendere in considerazione ricordiamo:
-
l’ambito del compito: le cose che è necessario fare e in che modo esse incideranno sugli altri lavoratori e sulle attività svolte nell’ambiente di lavoro;
-
le caratteristiche della valutazione del rischio che è necessario effettuare: occorre individuare i rischi potenziali (per esempio sostanze pericolose, spazi chiusi, parti di macchinari in movimento, sostanze chimiche o polvere presenti nell’aria), ed elaborare quindi misure atte ad eliminare o ridurre al minimo i rischi connessi;
-
gli elementi indispensabili per l’attività: chi sarà coinvolto, quali saranno i ruoli e le responsabilità di ciascuno, quali strumenti si utilizzeranno, quali attrezzature di protezione individuale si potranno rendere necessarie;
-
il tempo e le risorse necessari per svolgere l’attività;
-
la comunicazione tra il personale addetto alla manutenzione, quello addetto alla produzione e tutte le altre parti interessate.
La formazione degli addetti alla manutenzione assegnati a un compito specifico (e di tutti coloro che lavorano nello stesso ambiente) è un aspetto particolarmente importante della fase di pianificazione. La competenza del personale che effettua la manutenzione, ispezioni e collaudi compresi, è infatti essenziale per la sicurezza. Il tentativo, da parte di un lavoratore, di svolgere un compito per il quale non ha competenza né esperienza può provocare incidenti.
I datori di lavoro devono far sì che i lavoratori dispongano delle competenze per svolgere i compiti necessari, siano informati sulle procedure di lavoro sicure e sappiano come comportarsi nelle situazioni che oltrepassano la portata della loro formazione. I datori di lavoro sono tenuti a curare con particolare attenzione la catena di comando che mette in relazione tutti i partecipanti ad un compito di manutenzione, nonché tutte le procedure da utilizzare nel corso dell’attività, comprese quelle di segnalazione in caso di problemi. Tale aspetto è particolarmente importante soprattutto nei casi in cui la manutenzione venga svolta da subappaltatori.
Nel corso di tutta la fase di pianificazione è inoltre essenziale consultare i lavoratori e tenerli informati, infatti non basta che dipendenti addetti ad un compito di manutenzione siano informati degli esiti dell’iniziale valutazione dei rischi, è necessario che vi siano anche coinvolti. Grazie alla loro familiarità con l’ambiente di lavoro, questi si trovano sovente nella posizione migliore per individuare i rischi e indicare il modo più efficace per affrontarli. La partecipazione dei lavoratori al processo di pianificazione migliora non solo la sicurezza del lavoro di manutenzione, ma anche la sua qualità.
Rendere sicura la zona di lavoro
Dopo avere concluso la fase di pianificazione si passa all’applicazione delle procedure. È necessario mettere in sicurezza la zona di lavoro (impedire per esempio l’accesso a persone non autorizzate installando barriere o segnali). La zona di lavoro, inoltre, deve essere tenuta pulita e sicura, per esempio chiudendo a chiave i punti di accesso all’energia elettrica, mettendo in sicurezza le parti mobili dei macchinari, instaurando un sistema di ventilazione provvisorio e tracciare percorsi sicuri per l’entrata e l’uscita dei lavoratori dalla zona di lavoro. I macchinari devono recare tabelle di avvertimento indicanti la data e l’ora in cui sono stati chiusi a chiave, nonché il nome della persona autorizzata ad aprire la serratura. In tal modo, la sicurezza del lavoratore che effettua la manutenzione del macchinario non sarà messa a repentaglio dalla possibilità che un altro lavoratore lo avvii inavvertitamente.
Se possibile, le protezioni devono essere progettate in modo da consentire lo svolgimento delle operazioni di manutenzione secondaria sui macchinari senza rimuovere l’apparato di protezione. Se fosse necessario rimuovere o disattivare la protezione, andranno seguite le procedure di esclusione. Inoltre, i lavoratori e gli operatori della manutenzione dovranno ricevere una formazione che li metta in grado di decidere quando e in quali condizioni sia possibile rimuovere l’apparato di protezione.
Usare le attrezzature adatte
I lavoratori partecipanti ai compiti di manutenzione vanno muniti di strumenti e attrezzature adatti, che in qualche caso potrebbero essere differenti da quelli che utilizzano di consueto. Il riferimento legislativo da seguire in questo ambito sarà il Titolo III, Capo I, D.Lgs. n. 81/2008. Dal momento che forse si troveranno a lavorare in spazi non concepiti per ospitare persone al lavoro e saranno forse esposti a una quantità di rischi, è evidente che dovranno essere anche muniti di un’adeguata attrezzatura di protezione individuale. Per esempio, i lavoratori addetti alla pulizia o alla sostituzione dei filtri in un sistema di ventilazione ad estrazione possono trovarsi esposti a concentrazioni di polvere assai più alte di quelle normalmente presenti in un determinato ambiente di lavoro. Anche l’accesso a tali filtri, spesso collocati sull’area del tetto, deve essere reso sicuro. Gli strumenti e le attrezzature protettive occorrenti per il lavoro devono essere disponibili (insieme, se necessario, alle istruzioni per l’uso) ed effettivamente utilizzati.
Lavorare secondo la pianificazione programmata
Spesso la manutenzione viene effettuata sotto l’incalzare di tempi assai stretti, per esempio quando un guasto ha arrestato il processo produttivo.
Per questo motivo è necessario seguire il piano di lavoro anche in tali frangenti di emergenza operativa: le scorciatoie possono infatti rivelarsi costosissime qualora provochino incidenti, ferite o danni alle cose. Se si verificano fatti imprevisti, può essere necessario segnalare la cosa ai supervisori e/o consultare altri specialisti. È importantissimo ricordare infine che chi oltrepassa l’ambito delle proprie competenze può provocare incidenti gravissimi. Tale modo di procedere va assolutamente evitato.
Effettuare i controlli finali
Il processo di manutenzione deve concludersi con controlli che garantiscano il completamento del lavoro, le condizioni di sicurezza dell’oggetto sottoposto a manutenzione e lo smaltimento di tutto il materiale di scarto generato nel corso del processo di manutenzione. Quando ogni particolare è stato controllato e ne è stata verificata la sicurezza, il compito si può dichiarare concluso e la conclusione segnalata e comunicata ai supervisori e agli altri lavoratori. La fase finale comprende la stesura di una relazione che descriva il lavoro svolto e includa commenti sulle difficoltà eventualmente presentatesi, oltre a raccomandazioni per il miglioramento. La soluzione ideale sarebbe discutere tutto ciò in una riunione del personale in cui i lavoratori partecipanti al processo, insieme ai loro colleghi più vicini, possano commentare l’attività di manutenzione avanzando suggerimenti atti a migliorare il processo.
I permessi di lavoro
Le operazioni di manutenzione, nell’ambito di stabilimenti industriali, dovrebbero essere gestiti attraverso un sistema formale di permessi di lavoro. A questo proposito si rammenta che le manutenzioni possono essere svolte sia da personale interno sia da aziende appaltatrici. In quest’ultimo caso trova applicazione l’art. 26, D.Lgs. n. 81/2008 il quale specifica, al comma 3, che recita:
Il datore di lavoro committente promuove la cooperazione ed il coordinamento (…) elaborando un unico documento di valutazione dei rischi (DUVRI) che indichi le misure adottate per eliminare o, ove ciò non è possibile, ridurre al minimo i rischi da interferenze. Tale documento è allegato al contratto di appalto o di opera e va adeguato in funzione dell’evoluzione dei lavori, servizi e forniture. (…) Le disposizioni del presente comma non si applicano ai rischi specifici propri dell’attività delle imprese appaltatrici o dei singoli lavoratori autonomi. (…)
Particolare attenzione va quindi posta nel differenziare il DUVRI dal permesso di lavoro. Più in particolare, il DUVRI è una valutazione complessiva dei rischi di interferenza delle aziende appaltatrici presenti nei luoghi di lavoro del committente, oltre a rappresentare un allegato obbligatorio del contratto di appalto o d’opera. Il permesso di lavoro, in questo senso, non valuta i rischi ma, attraverso una identificazione dei pericoli presenti, individua il dettaglio delle misure di controllo da approntare per la singola e specifica attività. Pertanto, mentre il DUVRI andrà a valutare complessivamente i rischi legati alle interferenze dovute alla presenza di una o più aziende appaltatrici che opereranno in condizioni di interferenza spaziale e/o temporale, il permesso di lavoro andrà a specificare nel dettaglio i pericoli e le misure di prevenzione e protezione da adottarsi nello specifico della singola lavorazione appaltata. Tra le misure da adottarsi, indicate nel permesso di lavoro, potrebbero essere incluse anche quelle utili ad evitare la creazione di interferenze tra committente ed aziende appaltatrici.
In questo senso, quindi, il permesso di lavoro non è un DUVRI ma può essere considerato un suo specifico (e dinamico) allegato.
Inoltre, mentre la presenza del DUVRI presuppone, a valle di esso, l’emissione di permessi di lavoro, non necessariamente l’emissione di permessi di lavoro presuppone a monte la presenza di un DUVRI. Questo perché l’emissione di un permesso di lavoro può essere effettuata anche in assenza di appalti nel caso di manutenzioni effettuate con personale interno.
In pratica, gli obiettivi di un permesso di lavoro sono quelli di esercitare un controllo sulla specifica attività di manutenzione, assegnando poteri e responsabilità, assicurando la comunicazione tra le funzioni interessate e specificando i pericoli e le misure di controllo necessarie per effettuare in sicurezza del lavoro manutentivo. Un utile strumento per la formulazione e la gestione dei permessi di lavoro è certamente rappresentato, in ambito nazionale, dalla Norma UNI 10499. In particolare, tale Norma definisce il permesso di lavoro come un documento attraverso il quale:
-
il committente indica i rischi specifici dell’ambiente in cui l’assuntore dovrà operare (ed in particolare del cantiere) e le operazioni preliminari all’esecuzione di un lavoro;
-
l’assuntore contestualmente esprime la presa visione dei provvedimenti relativi, li integra con le disposizioni per il proprio personale, vi esplicita i risultati della propria analisi del rischio ed indica i DPI (Dispositivi di Protezione Individuale) da utilizzare.
Esistono varie tipologie di permesso e possono essere classificati con riferimento all’operazione da eseguire, all’attrezzatura da utilizzare, alla classificazione delle zone dove il lavoro deve essere svolto, ecc. Un elenco dei permessi di lavoro tipici comprende i seguenti (UNI 10499):
-
lavoro con divieto d’uso di fiamme o scintille;
-
lavoro implicante l’uso di fiamme, sorgenti di calore, gas, liquidi o materiali infiammabili;
-
lavoro in spazi confinati;
-
lavoro di scavo;
-
lavoro su circuiti ed apparecchiature elettriche;
-
lavoro generico.
Un’ulteriore attività da gestire attraverso permesso di lavoro, pur se non menzionata in UNI 10499, è certamente rappresentata dall’esecuzione di controlli non distruttivi su metalli (es. giunzioni saldate) con l’uso di sorgenti radiogene (RX, gammagrafia).
Il contenuto di un permesso di lavoro deve essere definito con attenzione in funzione della specificità aziendale. È inoltre importante ricordare che non esistono modelli di permesso validi per tutte le aziende.
In generale i contenuti di un permesso possono essere differenziati in contenuti essenziali ed in contenuti desiderabili. In proposito, tra i contenuti essenziali citiamo:
-
Nome e indirizzo della società;
-
Titolo del permesso;
-
Numero del permesso;
-
Periodo di validità;
-
Localizzazione della zona di lavoro (impianto, macchina, ecc.);
-
Descrizione del lavoro da effettuare;
-
Isolamento, procedure di Lockout/Tagout;
-
Identificazione dei pericoli;
-
Precauzioni richieste;
-
Attrezzature di protezione necessarie;
-
Autorizzazioni;
-
Estensioni;
-
Restituzione;
-
Cancellazione.
Il periodo di validità, in termini di data di avvio, durata e data di conclusione dovrebbero essere inseriti come requisito elementare di controllo. La localizzazione dell’area di lavoro dovrebbe essere specificata in termini di impianto, area dell’impianto, edificio, reattore o macchina. Deve sempre essere utilizzato un linguaggio specifico e tecnico e non andrebbe ammessa terminologia comune e/o informale. L’attrezzatura può essere identificata da una etichettatura convenzionale e questo riferimento dovrebbe essere riportato sul permesso. La descrizione del lavoro da effettuarsi deve specificare il tipo di operazioni da svolgersi, le motivazioni, i metodi da utilizzarsi e ogni limitazione nell’estensione del lavoro stesso.
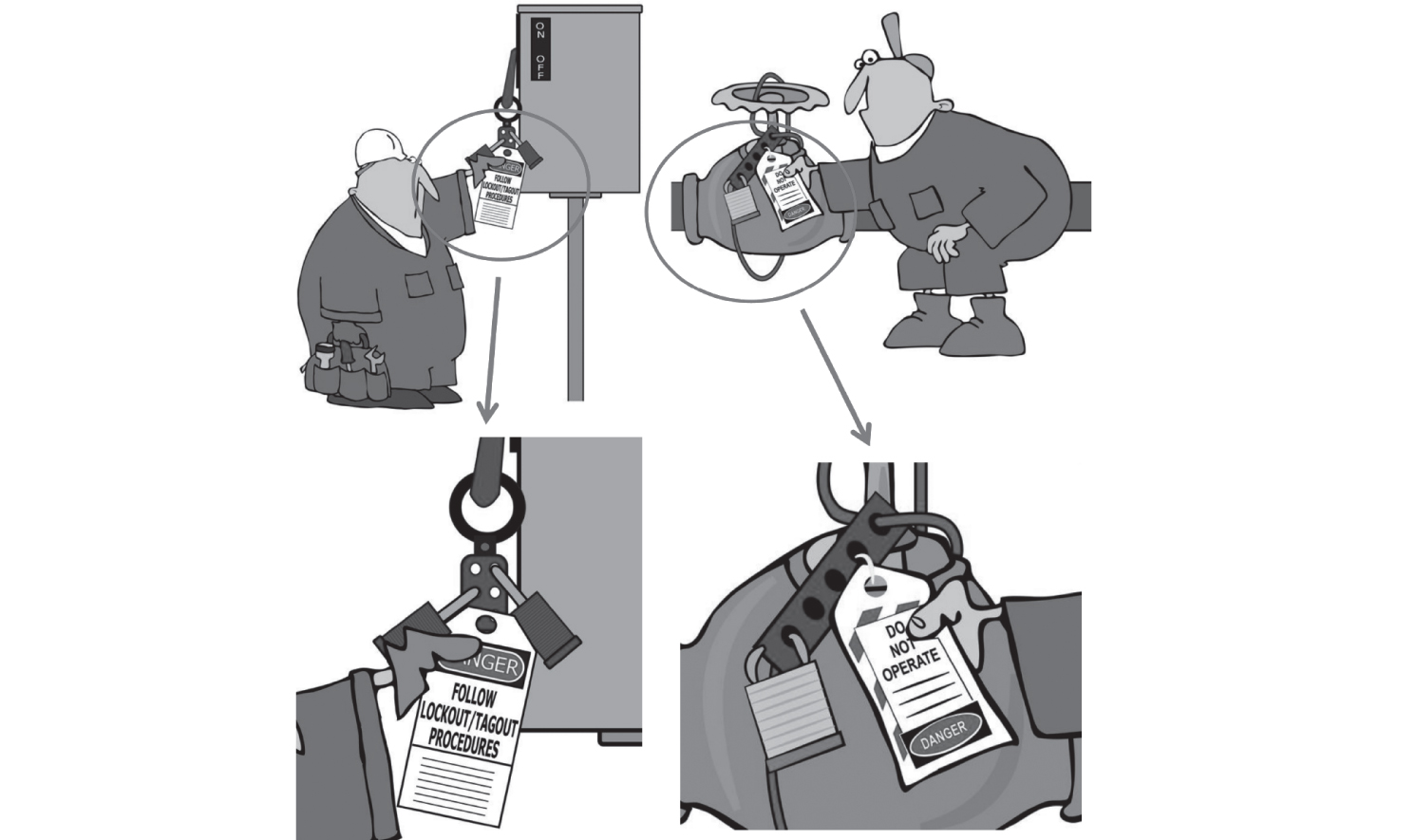
Deve essere richiesta la conferma che gli isolamenti presenti siano efficaci così come le misure di Lockout/Tagout (Figura 6.5).
Figura 6.5 – Lockout/Tagout
Nel permesso di lavoro devono inoltre essere identificati i pericoli potenziali. In alcuni casi questi possono essere elencati attraverso una check-list. Sono inoltre da specificare chiaramente le misure tecniche di prevenzione e protezione già attuate e ancora da attuare. Anche i DPI necessari al lavoro da svolgere devono essere identificati e segnalati. Seguiranno poi le firme dei responsabili dell’emissione e dell’approvazione, per la parte del committente, nonché quelle relative ai responsabili dell’appaltatore (per condivisione ed accettazione). Si dovranno poi prevedere opportuni spazi per la dichiarazioni di chiusura del lavoro o per cancellazione dello stesso.
Alcune tipologie di permesso richiedono i cosiddetti contenuti desiderabili; tipici esempi sono i permessi per l’esecuzione di lavori a caldo piuttosto che per l’esecuzione di lavori in spazi confinati.
La procedura finalizzata all’emissione di un permesso di lavoro è quindi la seguente (BP, 2007):
-
attivazione della procedura per l’emissione del permesso di lavoro;
-
prima ispezione del luogo di lavoro nel quale si svolgerà la manutenzione;
-
preparazione del luogo di lavoro alla manutenzione;
-
verifica che le misure da approntare sia state poste in essere;
-
gas test;
-
seconda ispezione del luogo di lavoro nel quale si svolgerà la manutenzione;
-
compilazione del permesso di lavoro;
-
comunicazione dei requisiti;
-
preparazione per l’esecuzione del lavoro in sicurezza;
-
monitoraggio del lavoro;
-
ispezione finale per la verifica del completamento del lavoro.
Ovviamente tale procedura dovrà essere personalizzata in funzione della specificità dell’organizzazione che dovrà implementarla.
Alla luce delle considerazioni sopra riportate e sulla scorta degli insegnamenti tratti dai passati incidenti industriali (cfr. Capitolo 1), si conclude che solo l’implementazione di sistemi di gestione dei permessi di lavoro può contribuire a ridurre significativamente il rischio legato all’accensione di ATEX con fiamme libere (Allegato L, Parte A, art. 1.2, D.Lgs. n. 81/2008). Un sistema di gestione di permessi di lavoro deve quindi essere utilizzato per:
-
assicurare un sistema formale/documentale di autorizzazioni al lavoro;
-
fornire al personale la consapevolezza del lavoro che deve essere svolto;
-
identificare la parte di impianto o attrezzatura di lavoro su cui è necessario l’intervento;
-
disporre delle appropriate misure di sicurezza da adottarsi prima che il lavoro sia eseguito;
-
documentare che il lavoro è stato correttamente eseguito e che l’impianto/attrezzatura di lavoro può tornare operativa; oppure
-
documentare che il lavoro non è stato completato è che l’impianto/attrezzatura di lavoro non può tornare operativa.
Purtroppo l’implementazione di sistemi di permessi di lavoro varia da azienda e azienda e non è semplice fornire linee guida generali in questo ambito. Le principali precauzioni da adottare in zone ATEX nelle quali sono previsti lavori a caldo sono le seguenti:
-
bonifica preventiva dell’area, dell’impianto e/o dell’attrezzatura nella quale sono stati presenti infiammabili;
-
creazione di un’adeguata zona di rispetto priva di materiali infiammabili e/o polveri combustibili. Sia FM Global sia NFPA concordano nell’adozione di una distanza pari a 35 ft (circa 11 m);
-
provvedere alla ciecatura di qualsiasi linea di alimentazione collegata all’apparecchiatura oggetto dell’intervento;
-
ricoprire di sabbia chiusini e pozzetti;
-
bagnare con continuità il terreno sottostante all’area di intervento;
-
proteggere e contenere l’area da scintille vaganti nel caso si effettuino lavori di saldatura o smerigliatura;
-
verificare, prima di ogni operazione, la presenza di ATEX con esplosimetro;
-
provvedere al posizionamento degli apprestamenti antincendio in prossimità della zona di intervento;
-
identificare preliminarmente il personale addetto alla gestione dell’emergenza;
-
richiedere l’intervento di personale competente per sezionare permanentemente i collegamenti elettrici o, in alternativa, adottare una procedura di Lockout/Tagout;
-
gli utensili impiegati in ATEX comunque classificata devono essere conformi a quanto specificato in Appendice A della EN 1127-1;
-
non devono eseguirsi lavorazioni ed operazioni con fiamme libere o con corpi incandescenti a meno di 5 metri di distanza dai generatori o gasometri di acetilene (Allegato VI, art. 8.1, D.Lgs. n. 81/2008);
-
imporre il divieto di effettuare operazioni di saldatura o taglio, al cannello od elettricamente, nelle seguenti condizioni: a) su recipienti o tubi chiusi; b) su recipienti o tubi aperti che contengono materie le quali sotto l’azione del calore possono dar luogo a esplosioni o altre reazioni pericolose; c) su recipienti o tubi anche aperti che abbiano contenuto materie che evaporando o gassificandosi sotto l’azione del calore possono dar luogo a esplosioni o altre reazioni pericolose. È altresì vietato di eseguire le operazioni di saldatura nell’interno di locali, recipienti o fosse che non siano efficacemente ventilati. Quando le condizioni di pericolo previste dal primo comma del presente articolo si possono eliminare con l’apertura del recipiente chiuso, con l’asportazione delle materie pericolose e dei loro residui, con l’uso di gas inerti o con altri mezzi o misure, le operazioni di saldatura e taglio possono essere eseguite anche sui recipienti o tubazioni indicati allo stesso primo comma, purché le misure di sicurezza siano disposte da un esperto ed effettuate sotto la sua diretta sorveglianza (Allegato VI, Art. 8.1, D.Lgs. n. 81/2008);
Per quanto attiene alla corretta redazione di permessi di lavoro, in Figura 6.6, Figura 6.7 e Figura 6.8 si riportano esempi tratti da linee guida e Norme riconosciute.
Particolare attenzione deve infine essere posta all’accesso di autoarticolati in zone potenzialmente pericolose. Utili riferimenti per regolare l’accesso di tali veicoli stradali sono presenti in:
-
Capitolo 9.2 allegato al Decreto 03/01/07 valido per mezzi conformi alla categoria “FL”;
-
art. 8.2.3, IP 15;
-
UNI EN 1834-1; UNI EN 1834-2; UNI EN 1834-3.
Figura 6.6 – Esempio di permesso di lavoro
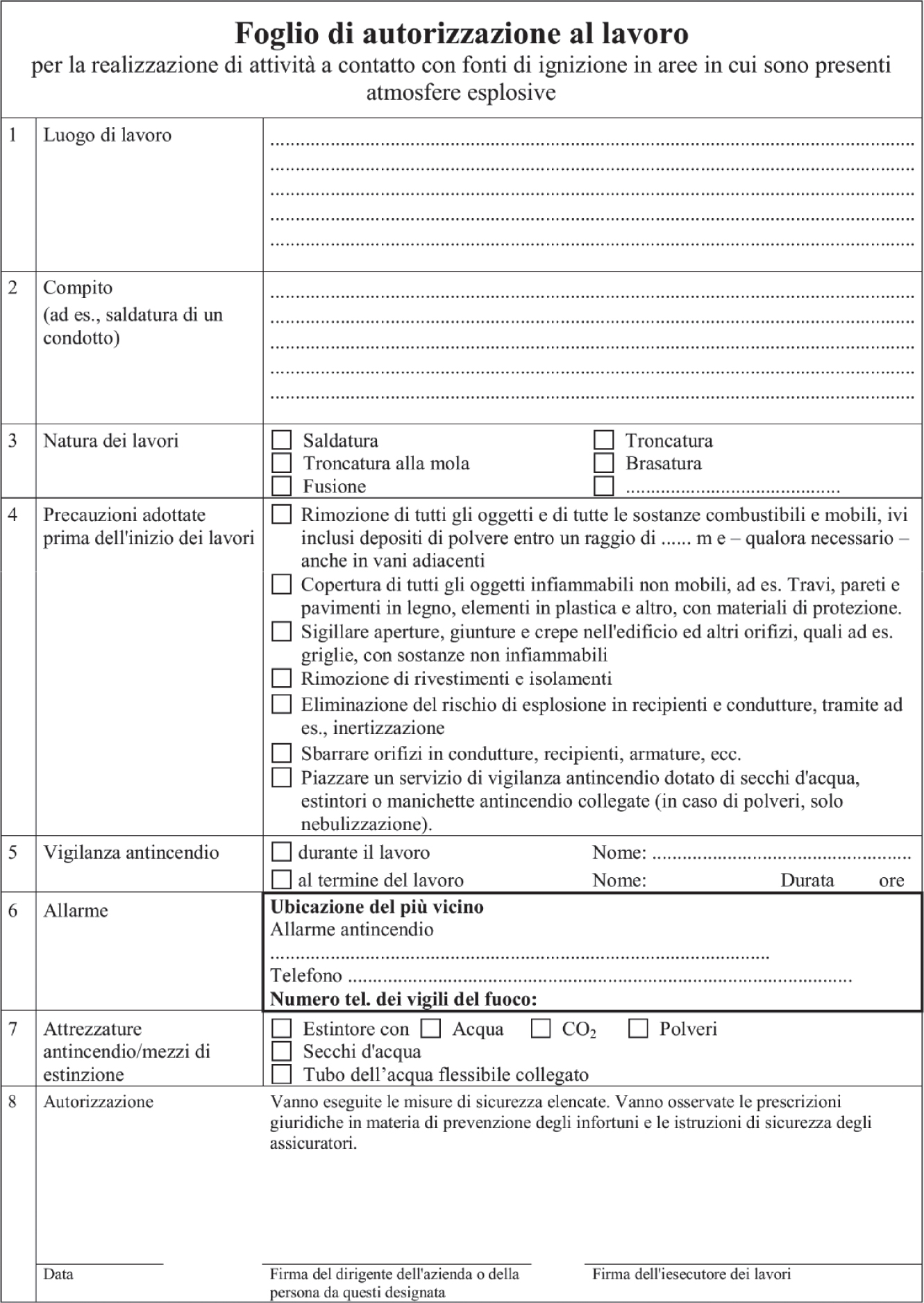
Fonte: Linee Guida, Direttiva 1999/92/CE
Figura 6.7 – Esempio di permesso di lavoro
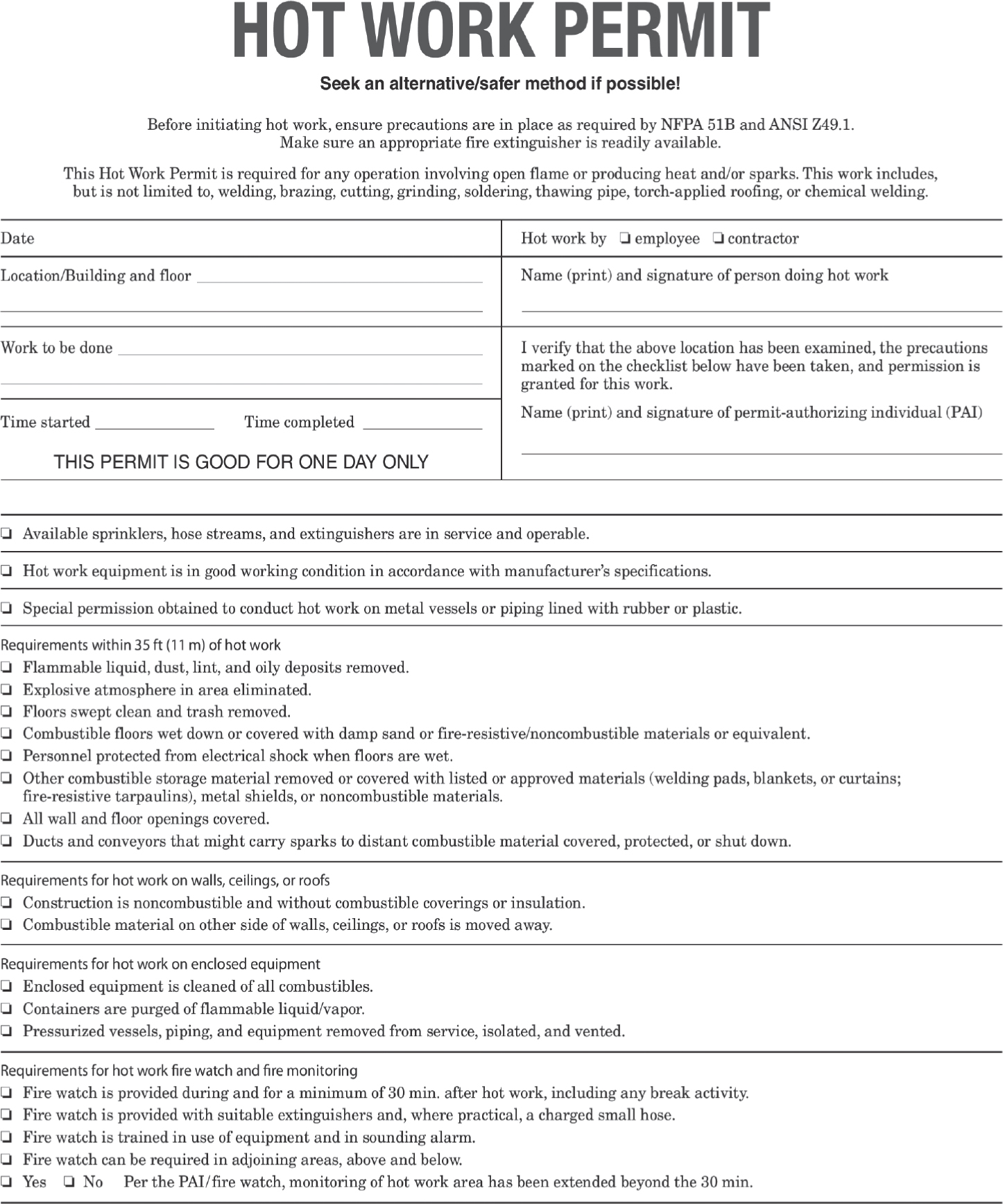
Fonte: ANSI NFPA 51/B: Standard for Fire Prevention During Welding, Cutting, and Other Hot Work
Figura 6.8 – Esempio di permesso di lavoro
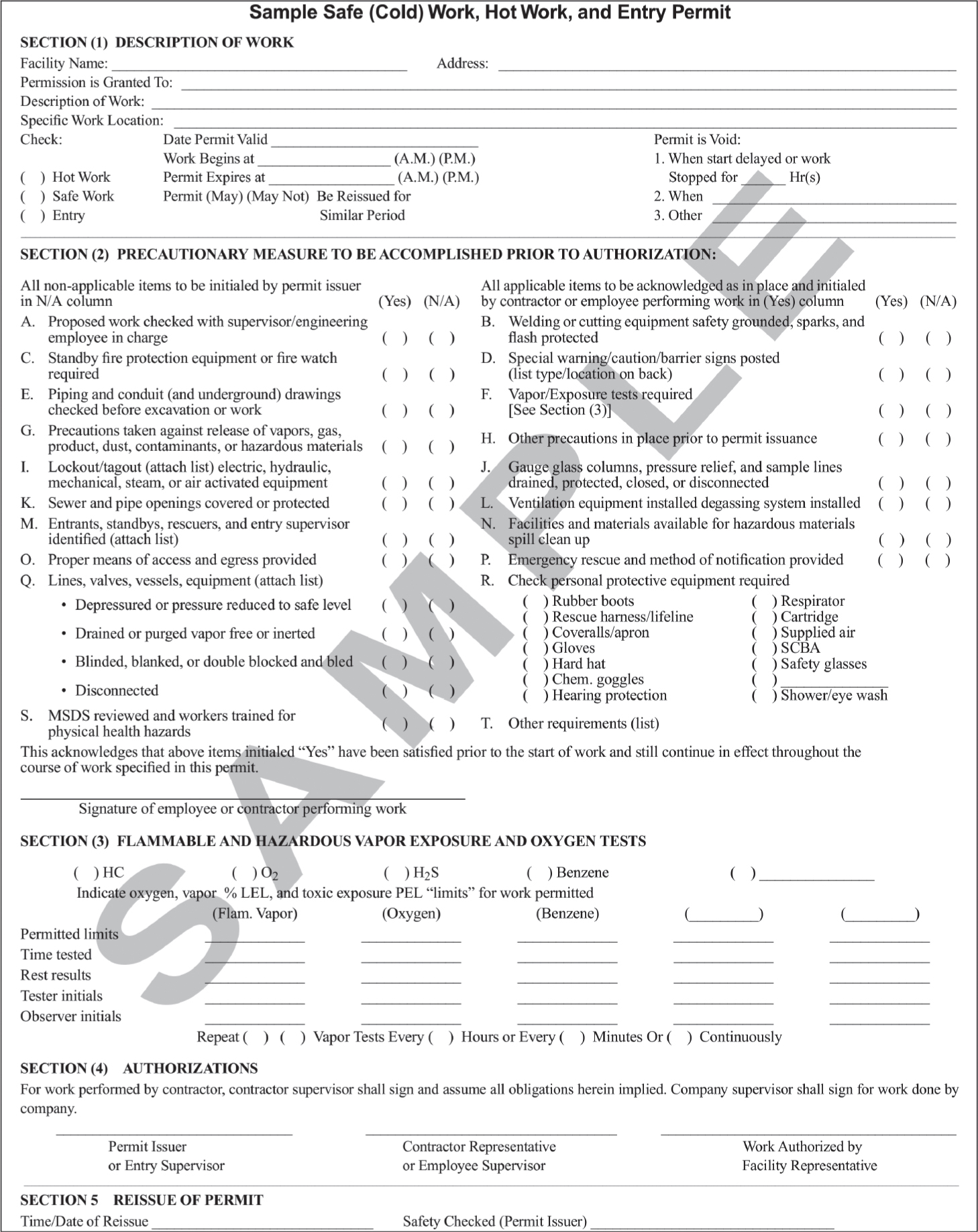
Fonte: ANSI API-RP 2016: Guidelines and Procedures for Entering and Cleaning Petroleum Storage Tanks
6.4.3 Scintille di origine meccanica
Per scintillio di origine meccanica si intende la generazione di particelle surriscaldate dovute all’applicazione di energia meccanica su corpi solidi. La presenza di scintille nei luoghi di lavoro, pur derivando da una molteplicità di situazioni operative, può essere riassunta nelle seguenti tre cause:
-
scintille dovute ad attrito meccanico (es. guasto meccanico ad una macchina con organi in movimento);
-
scintille dovute ad operazioni con abrasione (es. molatura, taglio con flessibile);
-
scintille dovute ad impatto (es. urto di particelle con la girante di un ventilatore).
Abbiamo già detto che in caso di attrito meccanico, con velocità inferiori ad 1 m/s non è attesa la formazione di scintille ma solo di punti caldi inefficaci nell’accensione. Non ci soffermeremo inoltre sulle scintille derivanti da operazioni di abrasione dato che esse sono escludibili con procedure di autorizzazione al lavoro illustrate nel paragrafo precedente. Viste le MIE in gioco, l’accensione di gas, vapori e nebbie causata da scintille di origine meccanica risulta sempre credibile. Nel caso delle polveri combustibili invece, l’accensione dell’ATEX causata da scintille di origine meccanica, è possibile se sono verificate contemporaneamente le seguenti condizioni (Babrauskas, 2003; ISSA, 2004):
-
L’ATEX possieda una MIE < 10 mJ;
-
L’ATEX possieda una Tcl < 500 °C.
Particolare importanza assumono inoltre le reazioni di tipo alluminotermico derivanti da singolo impatto dato che non presentano un limite minimo di esclusione della combinazione MIE e Tcl (Figura 6.9).
6.4.3.1 Scintille dovute ad attrito meccanico
Nel caso di velocità di attrito superiori ad 1 m/s tra metalli con buona resistenza meccanica, è possibile la formazione di scintillio dovuto al surriscaldamento localizzato delle superfici. Se il metallo non ha attitudine alla combustione ad alta temperatura, l’efficacia di innesco dovuto alla presenza di scintille è assimilabile a quella dovuta alla presenza della superficie calda da cui la particella si è originata6. L’efficacia nell’accensione risulta invece aggravata se la scintilla emessa possiede attitudine alla combustione. In questo caso la particella, una volta emessa, inizierà a bruciare aumentando la propria temperatura e divenendo più efficace nell’accensione dell’ATEX rispetto al punto di caldo di partenza. A questo proposito si riporta il calore di combustione di vari metalli in Tabella 6.7.
Il ferro (e l’acciaio) manifesta un calore specifico di combustione positivo e una notevole resistenza meccanica. Le scintille generate possiederanno, quindi, maggior efficacia nell’innesco rispetto al punto caldo di frizione che le ha generate. Anche l’alluminio ed il magnesio possiedono un notevole calore specifico di combustione che è tuttavia accoppiato ad una bassa resistenza meccanica. Non è prevedibile la formazione di scintillio per attrito con questi materiali, non perché non possiedano attitudine alla combustione bensì perché risultano difficilmente riducibili in particelle sottili (Hattwing et al., 2004). All’alluminio ed alle leghe leggere in genere sono invece associate reazioni alluminotermiche in caso di impatto, come vedremo nel paragrafo successivo.
Il rame e le sue leghe, data l’elevata conducibilità termica e la bassa resistenza meccanica, possiede una limitatissima probabilità di produrre scintillio ed un limitato calore di combustione. È per questa ragione che viene utilizzato per la costruzione delle attrezzature antiscintilla (Non-sparking tools).
Figura 6.9 – Accensione dovuta a frizione ed impatto. Relazioni tra energia elettrica equivalente e Tcl. Scintille da impatto, molatura e frizione ottenute con forze comprese tra 60N e 100N e con velocità di 25 m/s
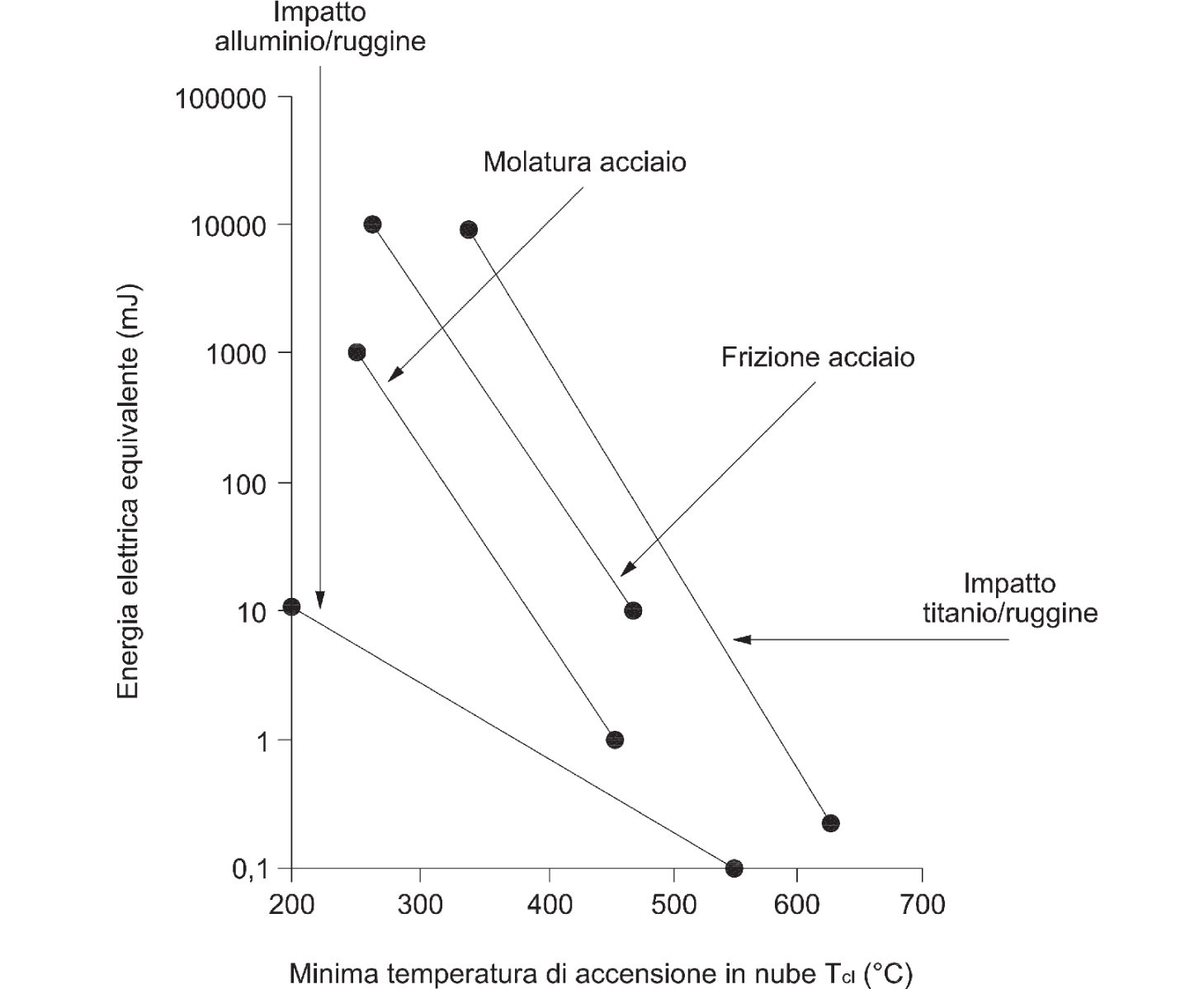
Fonte: ISSA, 2004
Tabella 6.7 – Calori specifici di ossidazione per varie sostanze
| Sostanza | Prodotto di ossidazione | Calore specifico di combustione (kJ/mole O2) |
|---|---|---|
| Calcio | CaO | 1270 |
| Magnesio | MgO | 1240 |
| Alluminio | Al2O3 | 1100 |
| Silicio | SiO2 | 830 |
| Cromo | Cr2O3 | 750 |
| Zinco | ZnO | 700 |
| Ferro | Fe2O3 | 530 |
| Rame | CuO | 300 |
Fonte: Eckhoff, 2003
6.4.3.2 Scintille dovute ad impatto
Lo studio degli inneschi da impatto richiede, come nel caso del fenomeno della frizione, l’individuazione di punti caldi con temperature al di sopra della temperatura di accensione dell’ATEX.
In generale piccole particelle generate da un singolo impatto tra materiali inerti non è efficace nell’accensione dell’ATEX dato che l’incremento di temperatura non è tale da raggiungere la Tacc (gas, vapori e nebbie) o la Tcl (polveri combustibili).
Studi approfonditi su singoli impatti tra metalli (Powell, 1984) hanno inoltre concluso che essi non risultano efficaci nell’accensione di miscele di tipo IIA (es. ATEX dovuta a gas naturale). In particolare si riportano in Tabella 6.8 i risultati di prove di singolo impatto tra varie tipologie di metallo ed una superficie d’acciaio con presenza di ruggine. Si evidenzia che, in assenza di reazioni alluminotermiche (es. urto del titanio), gli impatti singoli pur generando scintille, non sono in grado di accendere ATEX (Eckhoff, 2005).
Tabella 6.8 – Risultanze degli esperimenti di impatto condotti tra vari metalli su una superficie arrugginita
| Tipologia di materiale | Numero visibile di scintille | Energia di impatto (J) | Accensione |
|---|---|---|---|
| Fe 360/S235 | 50 max | 10 max | NO |
| Acciaio cromo-vanadio | 30 max | 6 | NO |
| Brugola | 20 | 8 | NO |
| Vite resistente all’acido | 5 | 8 | NO |
| Attrezzi antiscintilla | 0 | 14 max | NO |
| Titanio | 1000 max | 15 max | SI |
Fonte: Eckhoff, 2006
Come risulta evidente quindi, il titanio innesca l’esplosione perché genera una reazione di tipo alluminotermico. Tale reazione si verifica, generalmente, in presenza di urti tra leghe leggere ed acciaio arrugginito. Tuttavia in caso di urto tra questi due materiali la reazione non necessariamente ha luogo. Con una certa frequenza il risultato in queste tipologie di impatto è solo un deposito sottile di ossido di lega leggera nella parte superiore dell’acciaio arrugginito. La reazione alluminotermica si presenta solo se la miscela di ossido di alluminio e ruggine viene urtata successivamente da un terzo corpo rigido (es. martellata).
6.4.3.3 Misure di prevenzione e protezione
La Norma EN ISO 80079-36:2016 specifica che i singoli impatti tra parti metalliche non possono considerarsi sorgenti di accensione se sono soddisfatte le seguenti condizioni:
- La velocità di impatto sia inferiore ad 1 m/s e la massima energia di impatto sia
minore di 500 J e
-
non siano usati alluminio, titanio e magnesio in combinazione con acciaio ferritico, oppure
-
l’alluminio in combinazione con l’acciaio inossidabile (Cr ≥ 16,5%) se non è prevedibile la corrosione dell’acciaio7 e se non è previsto siano depositati sulla superficie ossidi di ferro e/o ruggine (appropriate indicazioni devono essere presenti nel manuale di uso e manutenzione e nel file tecnico di costruzione), oppure
-
acciaio duro in combinazione con acciaio duro, oppure
-
l’acciaio duro non è utilizzato se è previsto l’impatto con granito, oppure
-
l’alluminio in combinazione con l’alluminio solo se non è previsto il deposito di ossidi di ferro e/o ruggine sulla superficie oppure
-
-
dove la combinazione di metalli antiscintilla è utilizzata con velocità di impatto minori o uguali a 15 m/s e con massime energie potenziali inferiori a 60 J nel caso di ATEX dovute a gas/vapori/nebbie e minori di 125 J per ATEX dovute a polveri combustibili.
In generale i processi di attrito, urto e abrasione che avvengono in presenza di leghe leggere (Alluminio, Magnesio Titanio, Zirconio) sono da considerarsi una potenziale causa di accensione dell’ATEX. In particolare deve essere precluso, in zone classificate 0/20, l’utilizzo di leghe leggere aventi (EN ISO 80079-36:2016):
-
Più del 10% in totale di alluminio, magnesio, titanio e zirconio e più del 7,5% in totale di magnesio, titanio e zirconio;
-
Vernici e rivestimenti con più del 25% di alluminio in peso.
Devono altresì essere evitati, in particolare in zone 0/20, gli urti tra leghe di titanio e zirconio con qualsiasi superficie dura.
Nelle zone classificate 1/21 non devono utilizzarsi leghe con più del 7,5% di magnesio mentre per le zone classificate 2/22 non esistono prescrizioni particolari sui componenti della lega leggera.
È possibile l’utilizzo di leghe leggere in presenza di acciaio INOX austenitico (AISI 304, 304L, 316, 321, 347) dato che quest’ultimo non presenta il fenomeno della formazione di ruggine.
Gli utensili impiegati in ATEX comunque classificata devono essere conformi a quanto specificato in appendice A della EN 1127-1.
Un’efficace misura di prevenzione contro il rischio di accensione da scintillio meccanico negli impianti operanti con ATEX dovute a polveri combustibili, consiste nell’installazione a monte delle fasi di processo di dispositivi di separazione tra i pezzi metallici convogliati e il flusso stesso (separatori elettromagnetici, a gravità, pneumatici, a griglie). Inoltre, poiché l’impatto di pezzi metallici convogliati nei flussi pneumatici con la girante del ventilatore può causare l’accensione delle ATEX dovute a polveri combustibili, è necessario che l’impianto sia realizzato in depressione. Tale misura, oltre a limitare il rischio di accensione da urto, contribuisce a ridurre le necessità di classificazione esterna ai contenimenti come evidenziato nel Capitolo 4.
6.4.4 Materiale elettrico
L’innesco dovuto a materiale elettrico è legato, durante il normale funzionamento, alla presenza di scintillio tra i contatti elettrici degli interruttori durante la loro apertura/ chiusura oppure, in caso di guasto, alla presenza di cortocircuiti o sovraccarichi che possono determinare sia inneschi elettrici sia sovratemperature.
L’utilizzo di apparecchi elettrici aventi modo di protezione opportuno, marcati in categoria conforme alla zona e la realizzazione degli impianti in conformità alla seguente Norma tecnica:
-
CEI EN 60079-14. Atmosfere esplosive. Parte 14: Progettazione, scelta e installazione degli impianti elettrici;
permette il raggiungimento degli obiettivi di prevenzione previsti dal Titolo XI, D.Lgs. n. 81/2008.
Gli impianti elettrici collocati in ATEX sono soggetti ad usura dovuta a molteplici cause. Per mantenere il livello di sicurezza previsto durante l’intera vita dell’impianto è quindi indispensabile procedere, oltre al collaudo iniziale, anche a regolari verifiche e manutenzione periodica in conformità alle seguenti Norme:
-
CEI EN 60079-17. Atmosfere esplosive. Parte 17: Verifica e manutenzione degli impianti elettrici.
Inoltre, le verifiche di legge devono essere effettuate ai sensi dell’art. 296, D.Lgs. n. 81/2008: “Il datore di lavoro provvede affinché le installazioni elettriche nelle aree classificate come zone 0, 1, 20 o 21 ai sensi dell’Allegato XLIX siano sottoposte alle verifiche di cui ai capi III e IV del D.P.R. del 22 ottobre 2001, n. 462.”
A questo proposito, il D.P.R. n. 462/2001 prevede che il DDL è tenuto a provvedere alla messa in esercizio ed omologazione dell’impianto. In particolare il DDL deve ottemperare ai seguenti adempimenti:
-
la messa in esercizio non può essere effettuata prima della verifica di conformità rilasciata al DDL dall’installatore dell’impianto che è tenuto a rilasciare la dichiarazione di conformità ai sensi del D.L. 37/2008;
-
entro trenta giorni dalla messa in esercizio dell’impianto, il DDL invia la dichiarazione di conformità ad ASL e ARPA che provvederanno ad omologare l’impianto.
Ai sensi dell’art. 6, comma 1, D.P.R. n. 462/2001, il DDL è tenuto ad effettuare regolari manutenzioni dell’impianto (come già indicato, in conformità alla Normativa tecnica), nonché a far sottoporre lo stesso a verifica periodica ogni due anni. Per realizzare tali verifiche il DDL potrà far riferimento all’ASL o ARPA oppure ad organismi individuati dal Ministero delle attività produttive. Ai sensi del Titolo III, Capo III, D.Lgs. n. 81/2008, il datore di lavoro provvede all’esecuzione di controlli integrativi rispetto a quanto previsto dal D.P.R. n. 462/2001.
6.4.5 Elettricità statica
Lo studio dei casi di incidente industriale annovera le scariche elettrostatiche tra le più comuni sorgenti di accensione di ATEX. A questo proposito, l’art. 290, comma 1, lett. b), D.Lgs. n. 81/2008 indica esplicitamente che tra le sorgenti di accensione che devono essere valutate nell’ambito della valutazione del rischio devono essere ricomprese anche le scariche elettrostatiche.
La generazione di elettricità statica è presente in molti processi industriali ed è generalmente causata da:
-
contatto e separazione tra solidi (inclusi i caricamenti dovuti a strisciamento e frizione e la triboelettricità);
-
flusso di liquidi o polveri e produzione di spray;
-
induzione elettrostatica dovuta alla presenza di un campo elettrico.
A questo proposito, nella Figura 6.10, Figura 6.11 e Figura 6.12 si riportano alcuni esempi di caricamento elettrostatico.
Purtroppo non risulta concretamente realizzabile una valutazione dell’efficacia delle sorgenti di accensione elettrostatiche basata esclusivamente su simulazioni numeriche che calcolano l’energia di accensione del plasma sviluppato nella scarica. Molti sono i parametri da considerare ed eccessivamente estesa risulta la discrezionalità da adottarsi nella loro assunzione. La metodologia qui proposta è invece basata sull’analogia ed il confronto con casi tipici, che permette una sufficiente precisione nell’individuazione sia della presenza sia dell’efficacia di accensione della scarica elettrostatica (Glor, 1988).
Figura 6.10 – Esempi di caricamento elettrostatico
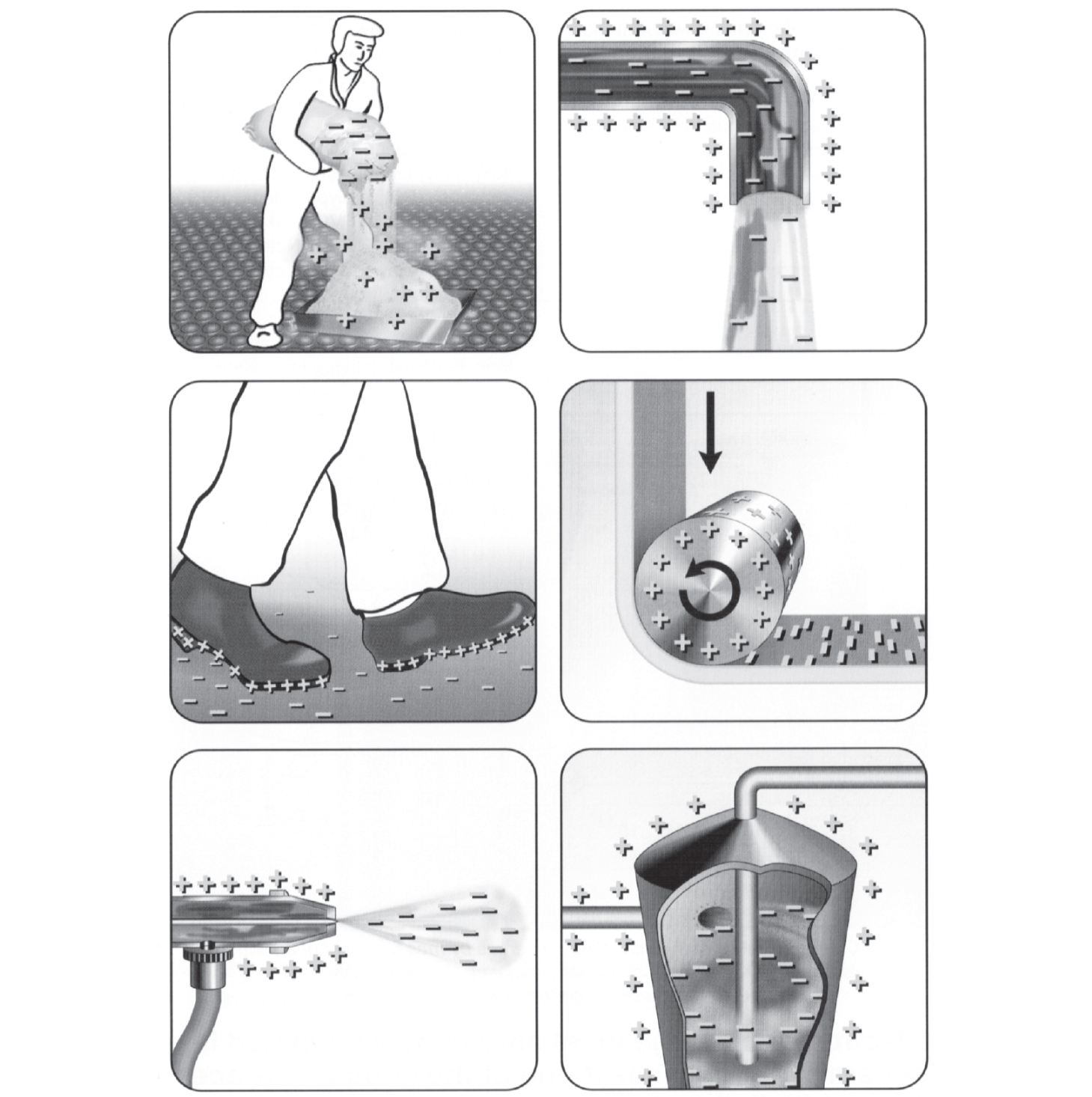
Fonte: ISSA, 1996
Figura 6.11 – Esempi di caricamento elettrostatico
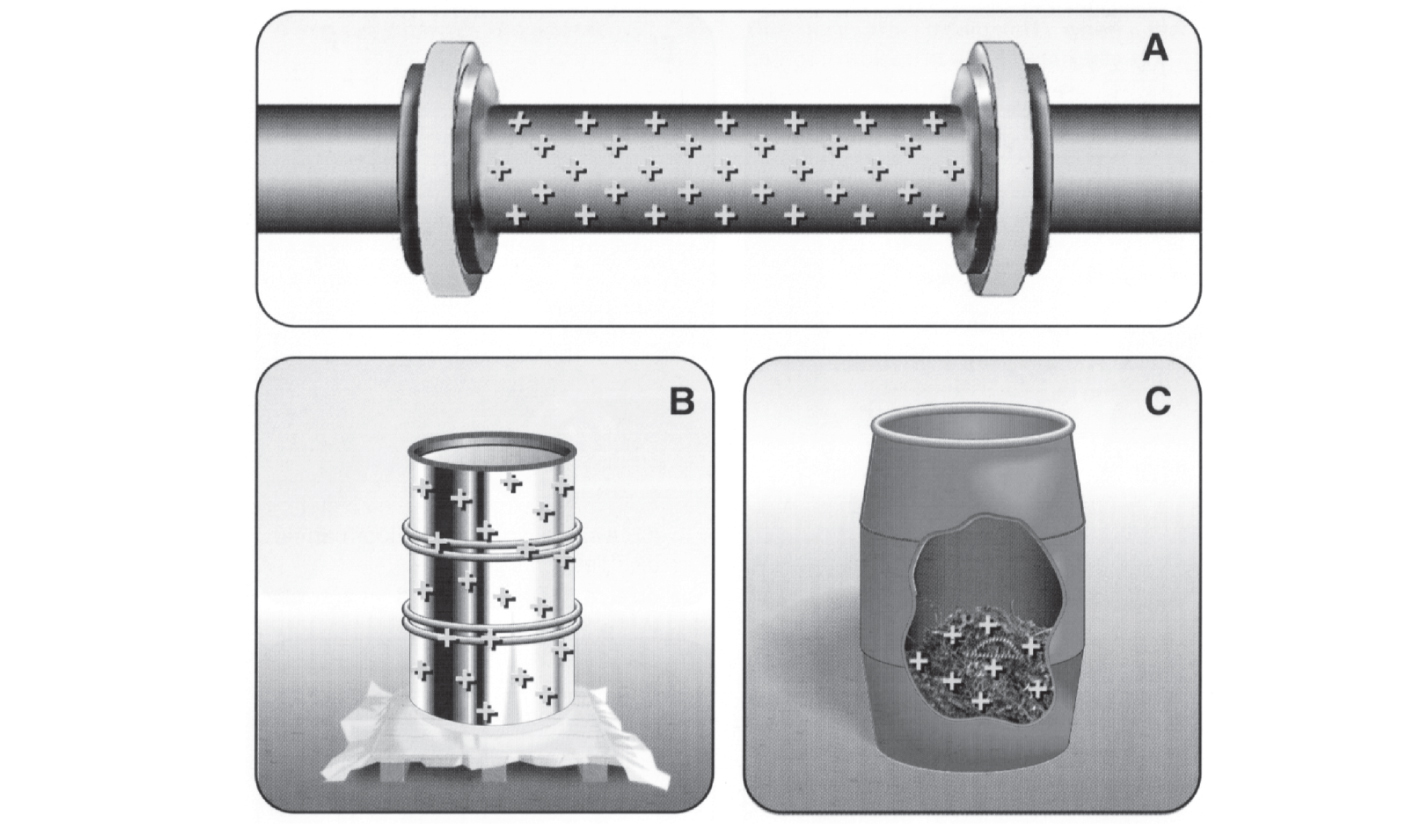
Fonte: ISSA, 1996
Figura 6.12 – Esempi di caricamento elettrostatico
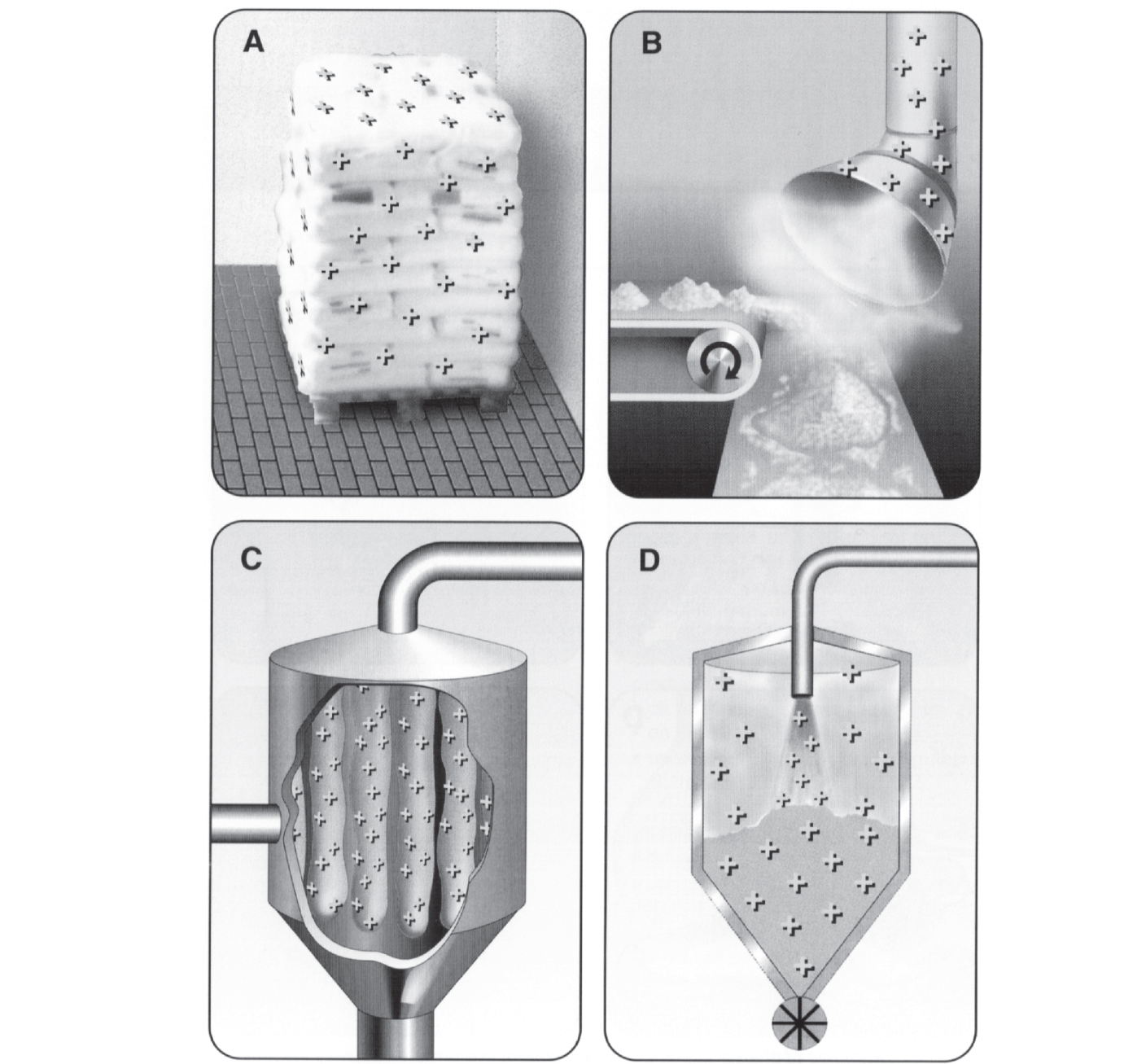
Fonte: ISSA, 1996
Le scariche elettrostatiche che saranno studiate, e che sono elencate nell’ambito della linea guida CEI CLC/TR 60079-32-1, sono le seguenti:
-
scintillio;
-
scariche corona;
-
scariche a spazzola (Brush Discharges);
-
scariche a spazzola propagante (Propagating Brush Discharges);
-
scariche coniche.
Esse in genere producono la scarica elettrostatica quando l’intensità del campo elettrico supera i 3 MV/m (tensione di rottura in aria) oppure se la superficie raggiunge la massima densità di carica pari a 2,7·10-5 C/m2. Tuttavia ciascuna delle scariche elencate possiede una diversa capacità di innescare l’ATEX così come è rappresentato in Figura 6.13.
Figura 6.13 – Efficacia di innesco delle scariche elettrostatiche
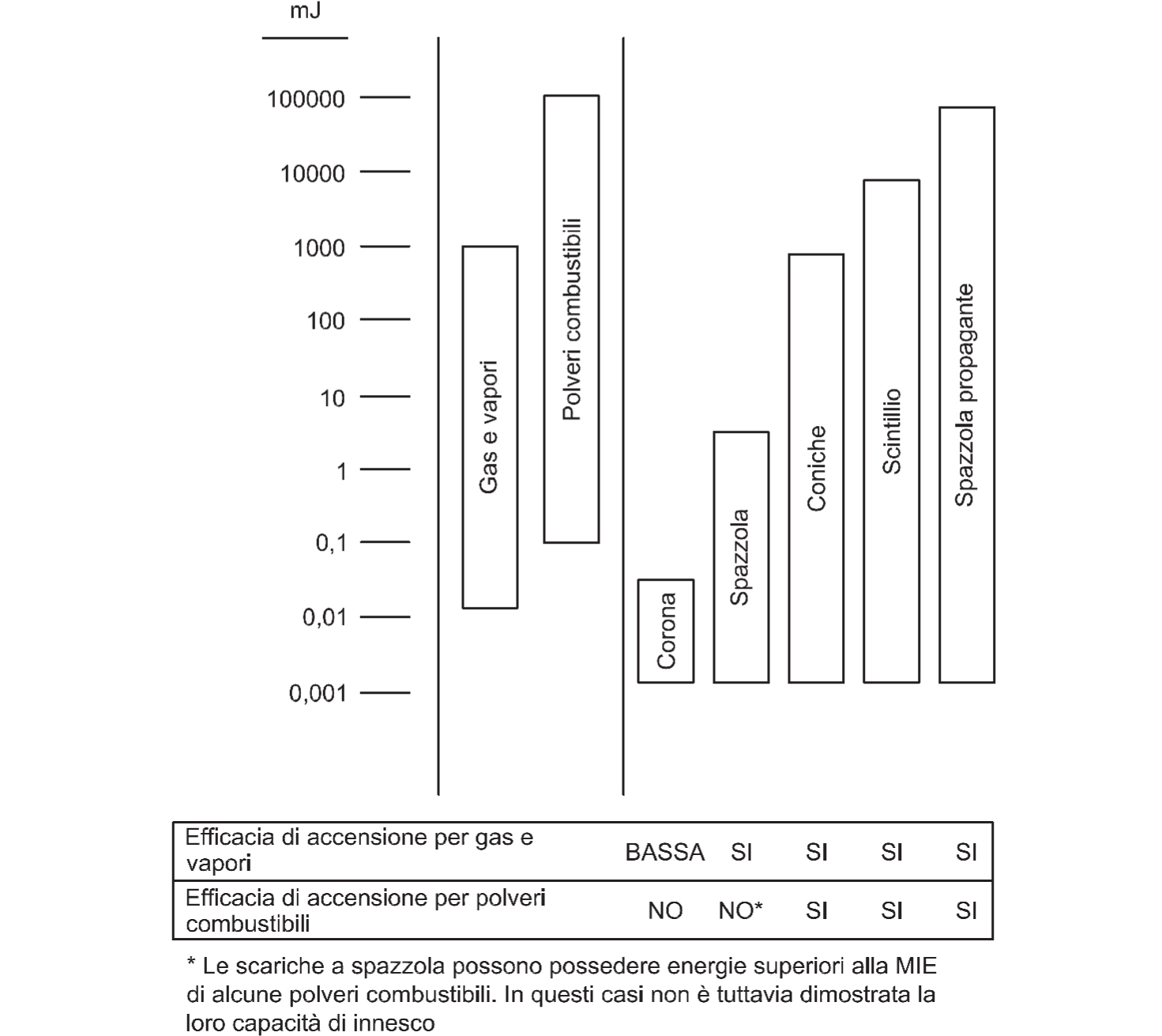
Fonte: Elaborazione su Crowl et al., 2002
Prima di dar corso all’analisi di ciascuna tipologia di scarica, introdurremo la metodologia di classificazione e suddivisione delle sostanze in relazione alla loro capacità di caricamento elettrostatico. Tale aspetto risulta fondamentale, soprattutto nell’ottica di applicare le principali misure di prevenzione previste dalla CEI CLC/TR 60079-32-1.
Nell’ambito delle polvere combustibili, l’NFPA propone una interessante metodologia per la valutazione del rischio dovuto a caricamento elettrostatico che si riporta in Figura 6.14 e in Tabella 6.9.
Figura 6.14 – Valutazione del rischio di innesco elettrostatico nelle polveri combustibili – Parte Prima (NFPA, 2003)
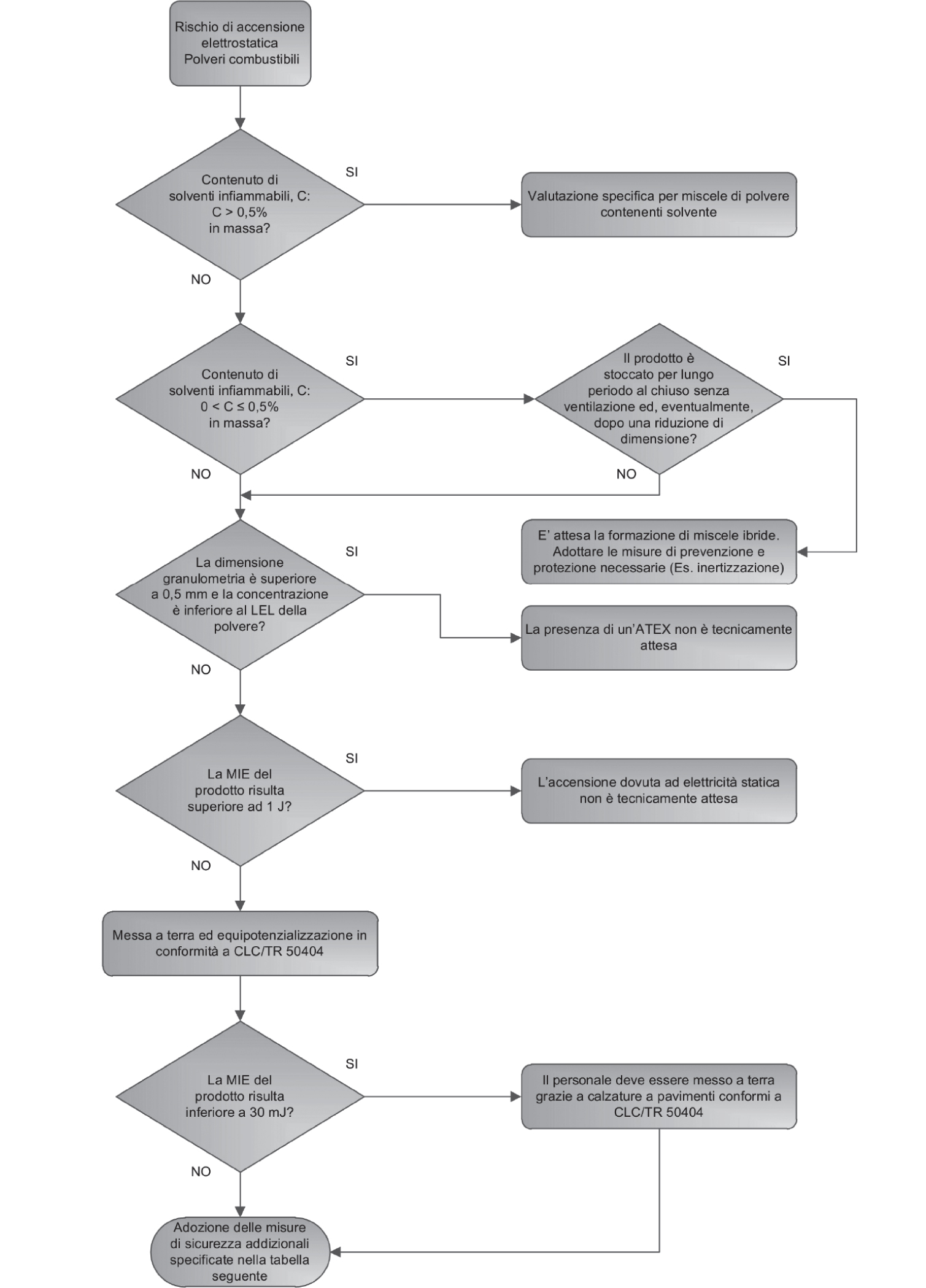
Tabella 6.9 – Valutazione del rischio di innesco elettrostatico nelle polveri combustibili – Parte Seconda (NFPA, 2003)
| Minima Energia di Accensione, MIE (mJ) | Resistività in volume della polvere, ρv (MΩ·m) | Misure di prevenzione e protezione |
|---|---|---|
| MIE ≤ 10 mJ | Qualsiasi valore |
|
| 10 mJ < MIE ≤ 103 mJ | ρv > 104 MΩ·m |
|
| 1 MΩ·m < ρv ≤ 104 MΩ·m |
|
|
| ρv ≤ 1 MΩ·m |
|
|
| MIE > 103 mJ | Qualsiasi valore | Accensione elettrostatica improbabile |
6.4.5.1 L’attitudine al caricamento elettrostatico
Preliminarmente all’illustrazione del fenomeno di caricamento elettrostatico forniamo le seguenti definizioni:
-
Materiale dissipativo: materiale con resistività di volume compresa tra 104Ωm e 109Ωm (valore misurato a temperatura ambiente e ad un’umidità relativa del 50%);
-
Materiale conduttivo: materiale con resistività di volume minore o uguale a 104Ωm;
-
Materiale non conduttivo: materiale che non è né conduttivo né dissipativo;
-
Liquido a bassa conducibilità: liquido con conducibilità inferiore a 50 pS/m;
-
Liquido a media conducibilità: liquido con conducibilità compresa tra 103 pS/m e 50 pS/m;
-
Liquido ad alta conducibilità: liquido con conducibilità superiore a 103 pS/m;
-
Calzatura dissipativa: calzatura che garantisce ad una persona in piedi su un pavimento conduttivo o dissipativo una resistenza verso terra compresa tra 105 Ω e 108Ω;
-
Calzatura conduttiva: calzatura che garantisce una resistenza verso terra inferiore a 105Ω.
In genere sia nel caso di materiali isolanti, sia nel caso di liquidi a bassa conducibilità, la guida CEI CLC/TR 60079-32-1 prevede una serie di misure di prevenzione aggiuntive rispetto a quelle normalmente richieste in casi meno gravosi elettrostaticamente. Tali misure, oltre all’adozione di messa a terra ed equipotenzialità tra le masse, comportano generalmente limitazioni delle velocità relative e di caricamento.
Nel Capitolo 2 sono riportati i dati di conduttività e resistività di volume tratti dalla letteratura, tipici di alcune sostanze liquide e solide che possono generare ATEX. È necessario tuttavia considerare che il fenomeno del caricamento elettrostatico risulta indipendente dalla capacità o meno delle sostanze e/o materiali coinvolti di indurre l’ATEX8.
6.4.5.2 Scintillio
Lo scintillio è definibile come la scarica elettrostatica che ha luogo in presenza di due conduttori diversamente caricati (Figura 6.15).
Figura 6.15 – Scintillio
Fonte: ISSA, 2004
Tale fenomeno avviene quindi durante la scarica del condensatore che possiede per armature due conduttori diversamente caricati. L’energia generata nel processo di scarica è calcolabile con la relazione seguente:

dove:
| E | è l’energia generata dalla scarica; |
| C | è la capacità del condensatore; |
| V | è la differenza di potenziale tra le armature; |
| Q | è la carica elettrica accumulata pari a Q = C·V. |
Le scariche elettrostatiche per scintilla possono essere generate nelle seguenti situazioni (Figura 6.16):
-
canalizzazioni metalliche su tubi in plastica;
-
sezione di tubazione isolata dal resto dell’impianto da tenute isolanti;
-
fusto metallico su veicolo con ruote isolanti;
-
pale di miscelazione utilizzate da persone con guanti isolanti;
-
valvole a sfera in cui la sfera è isolata dal resto del dispositivo da una superficie verniciata;
-
persona isolata da terra da scarpe isolanti;
-
polvere metallica in fusti in plastica;
-
liquido conduttivo in fusto metallico con verniciatura interna.
Figura 6.16 – Esempi di scarica per scintillio
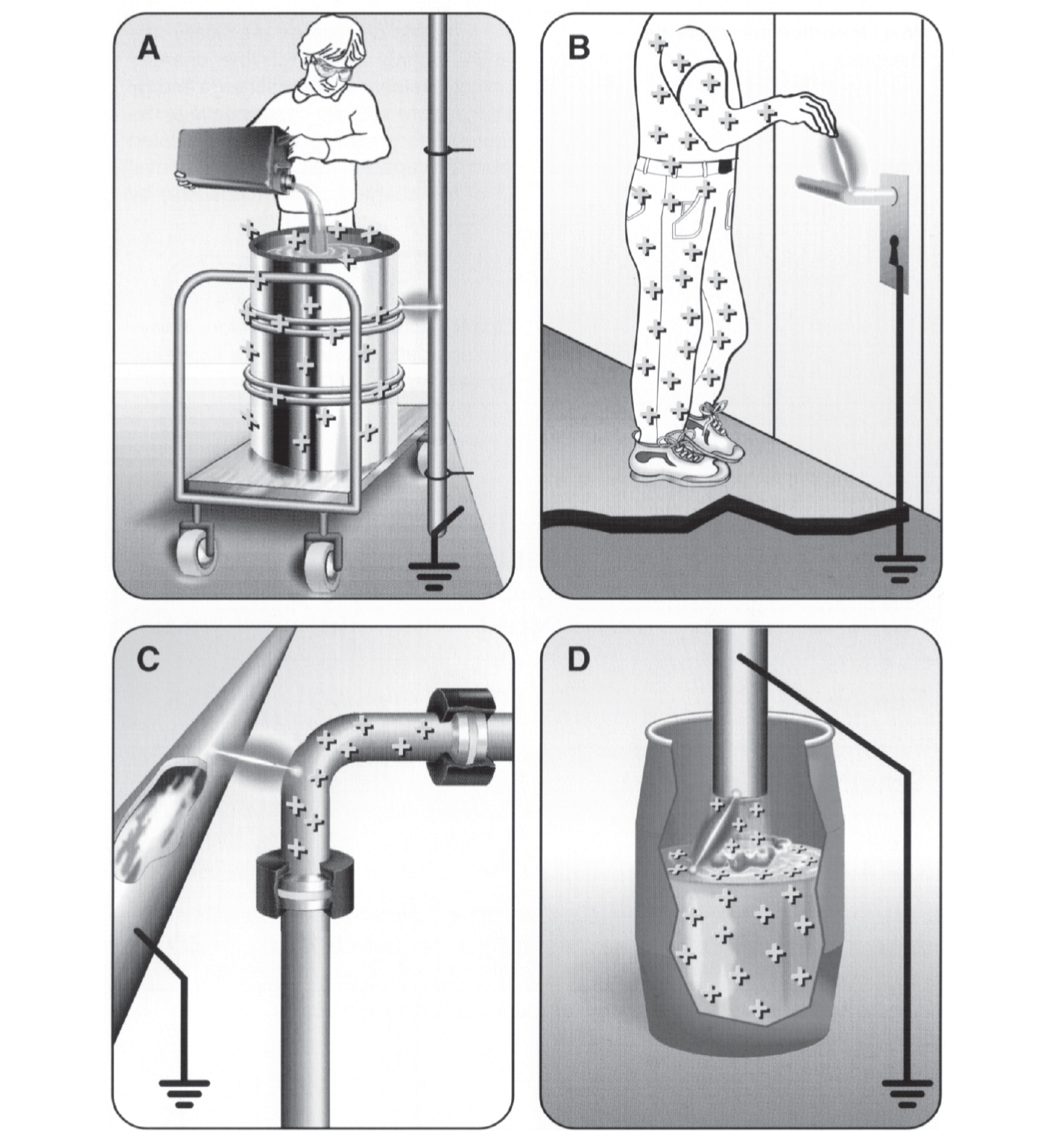
Fonte: ISSA, 1996
A titolo esemplificativo si riportano in alcuni esempi di correnti di scarica in Tabella 6.10, facendo l’assunzione che 10 kV siano una differenza di potenziale facilmente raggiungibili in ogni tipo di caricamento. È significativo notare che la scarica da scintillio di una persona isolata che tocca una superficie metallica (15 mJ), può facilmente innescare la gran parte delle sostanze infiammabili presenti normalmente in ambito industriale, oltre alle polveri industriali con maggior attitudine all’innesco.
In generale, tuttavia, l’adozione di resistenze di terra almeno pari a 106 (per gli impianti e di 108 (per le persone è sufficiente a prevenire la formazione di caricamento elettrostatico. Le misure di prevenzione e protezione di dettaglio sono riportate estesamente nella guida CEI CLC/TR 60079-32-1 a cui si rimanda.
Tabella 6.10 – Esempi di scarica dovuta a scintillio
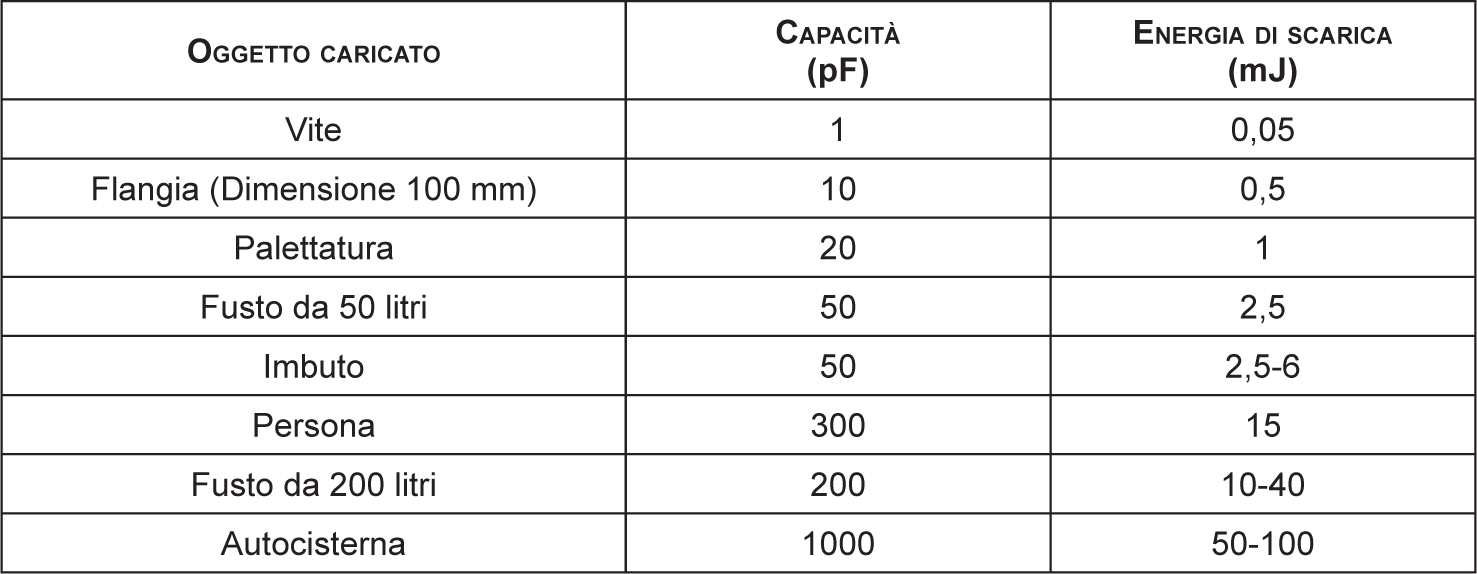
Particolari precauzioni devono essere adottate nel caso di operazioni di riempimento/ travaso di liquidi infiammabili e polveri combustibili. In questi casi, infatti, l’operatore in caso di innesco dell’ATEX risulta presente all’interno degli effetti prevedibili dell’esplosione. Ove non siano adottabili sistemi di inertizzazione e/o flussaggio, dovranno (Figura 6.17 e Figura 6.18):
-
essere messi a terra tutti i contenitori coinvolti nelle operazioni di travaso;
-
nel caso di liquidi devono essere adottati imbuti con becco lungo, che consentano un ingresso non turbolento dei liquidi e/o polveri. Gli imbuti dovranno essere messi a terra;
-
le operazioni possono essere realizzate solo in presenza di un pavimento conduttivo;
-
gli addetti dovranno essere dotati di scarpe dissipative conformi a CEI CLC/TR 60079-32-19.
Figura 6.17 – Messa in sicurezza nelle operazioni di travaso manuale – Parte Prima
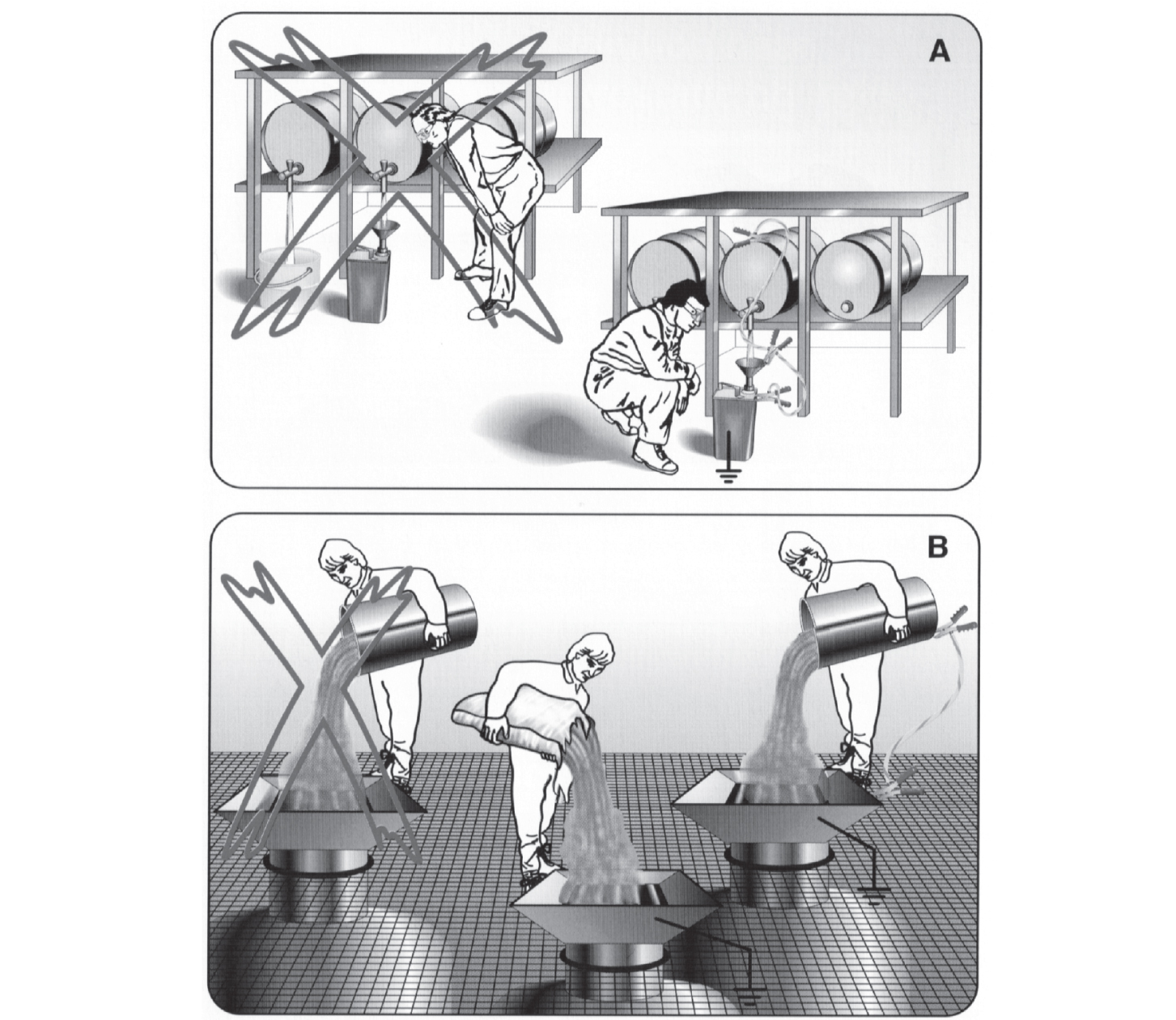
Fonte: ISSA, 1996
Figura 6.18 – Messa in sicurezza nelle operazioni di travaso manuale – Parte Seconda
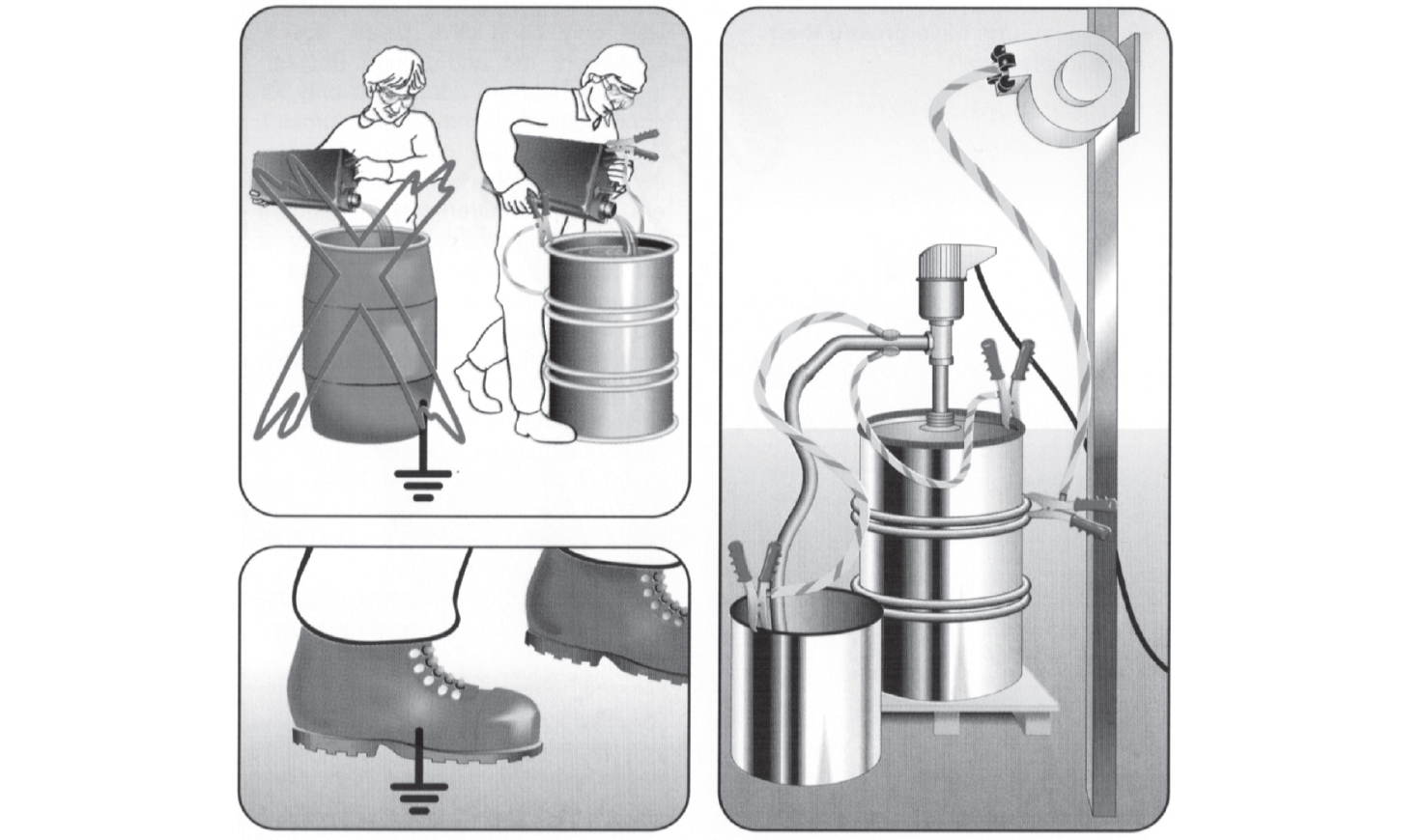
Fonte: ISSA, 1996
I caricamenti di polveri in contenitori nei quali sono già presenti solventi all’interno, devono essere realizzati solo attraverso un ciclo chiuso inertizzato ed isolato con l’ausilio di rotocelle di carico o di box di carico.
6.4.5.3 Scariche corona
Le scariche corona avvengono in presenza di elettrodi appuntiti e messi a terra (raggio < 1 mm) e superfici isolanti e caricate elettrostaticamente (Figura 6.19). La scarica a corona possiede una bassa energia (non si forma plasma) e non è in grado di innescare alcun tipo di ATEX (gas, vapori nebbie e polveri combustibili) che possieda MIE superiore a 0,02 mJ (Figura 6.19).
Figura 6.19 – Scarica corona
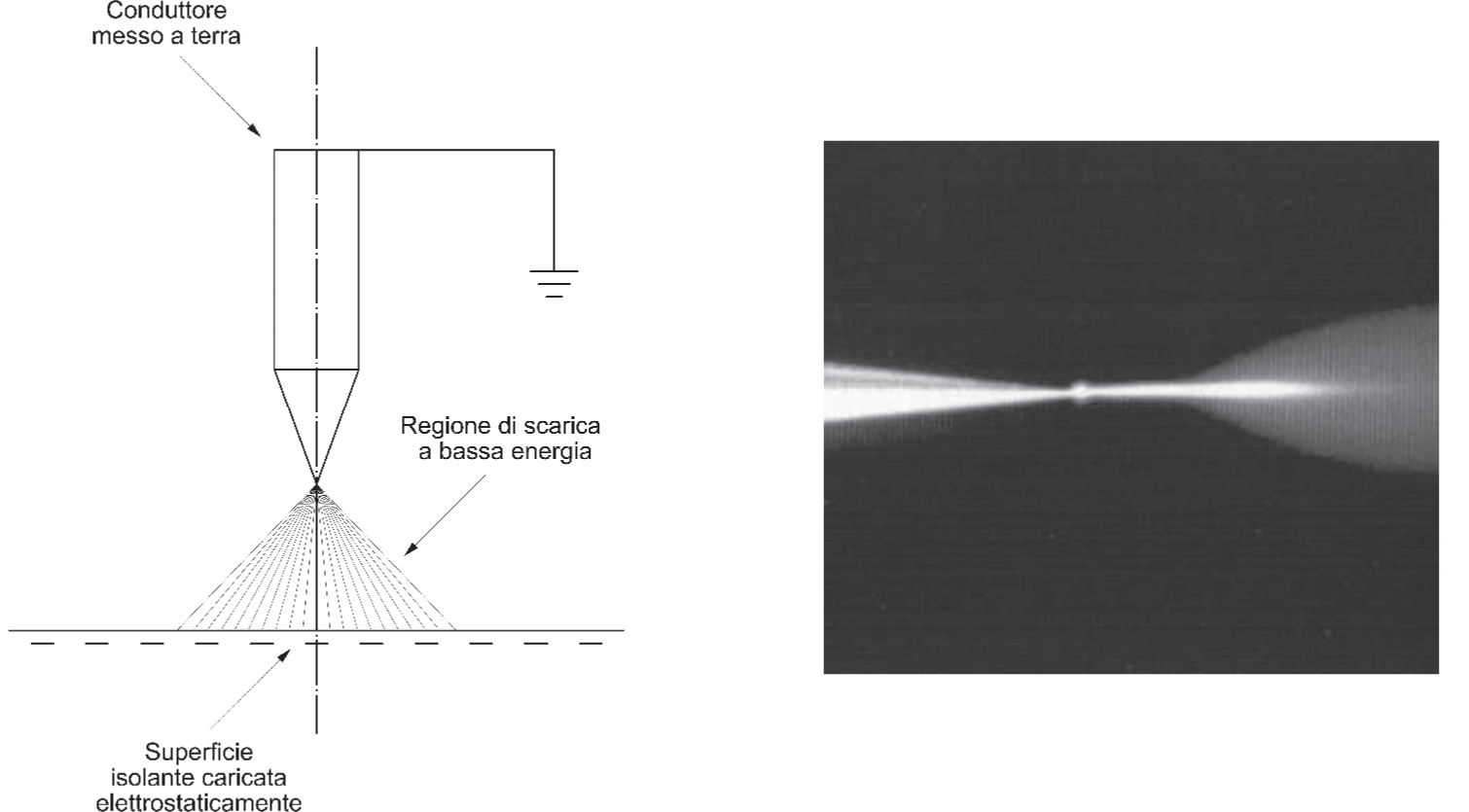
Fonte: ISSA, 2004
Quindi, pur essendo possibile che le scariche corona siano agenti di accensione efficaci con ATEX dovute alla presenza di idrogeno, acetilene e taluni idrocarburi, tale scenario risulta improbabile in tutti i rimanenti scenari di rilascio.
6.4.5.4 Scariche a spazzola
Come per il caso delle scariche corona, le scariche a spazzola avvengono tra un elettrodo messo a terra e una superficie isolante caricata elettrostaticamente (Figura 6.20). La sola differenza consiste nel raggio dell’elettrodo che in questo caso possiede un’ampiezza superiore ad 1 mm.
Complessivamente le scariche a spazzola possono rilasciare energie fino a circa 3 mJ risultando, quindi, sicuramente efficaci nell’innesco di gas e vapori infiammabili mentre non è provato che esse possano contribuire all’accensione di ATEX dovute a polveri combustibili. Tuttavia è consigliabile adottare un atteggiamento di prudenza ed assumere che le scariche a spazzola siano in grado di innescare ATEX dovute a polveri combustibili fino al limite della loro energia di rilascio (polveri con MIE ≤ 3 mJ).
Figura 6.20 – Scarica a spazzola
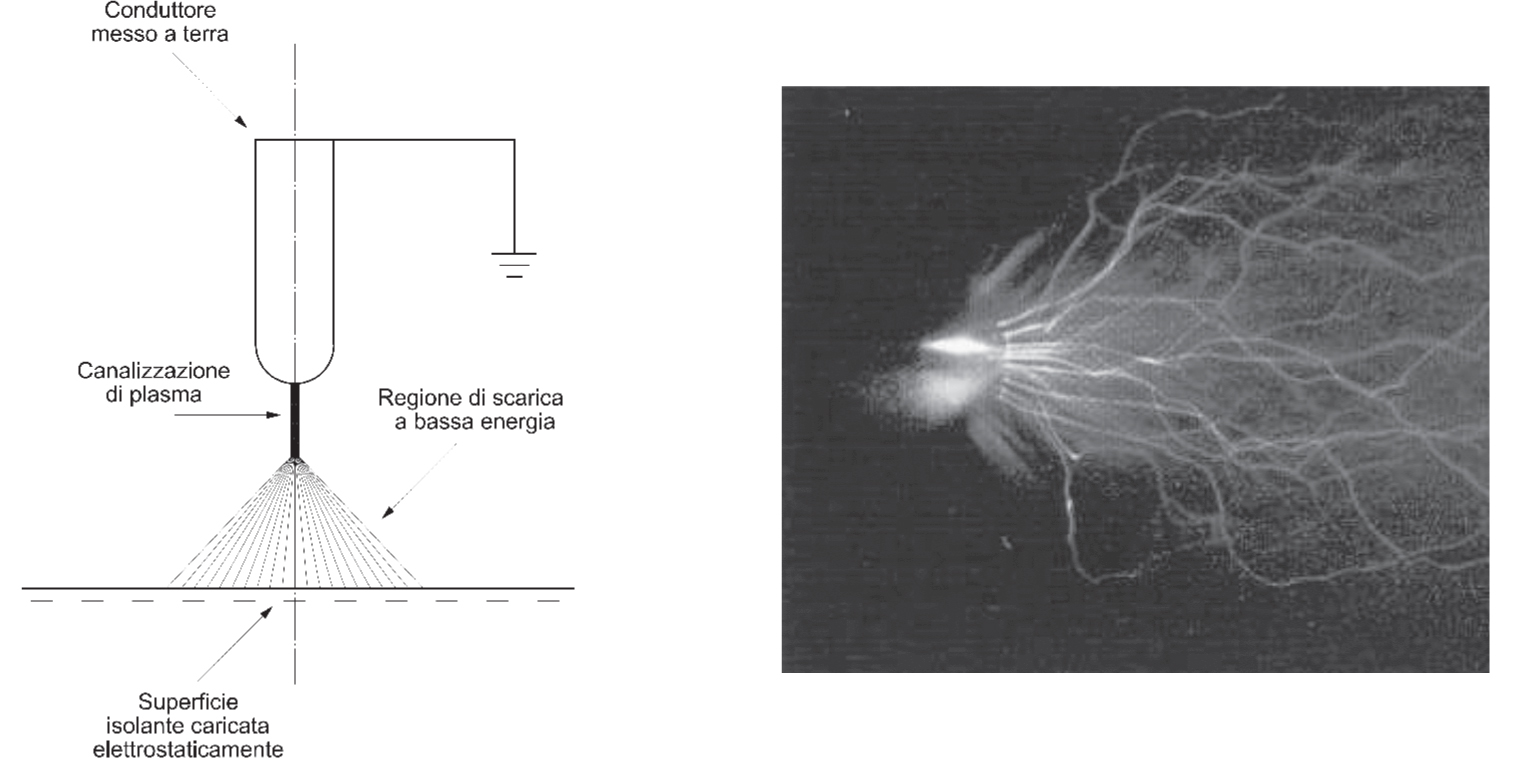
Figura 6.21 – Esempi di scarica a spazzola

Fonte: ISSA, 1996
Le operazioni che possono generare scariche a spazzola sono le seguenti (Figura 6.21):
-
avvicinamento di elettrodi messi a terra (es. utensili, dita) con superfici isolanti fortemente caricate (es. tubazioni in plastica per liquidi o polveri, contenitori in plastica, FIBC, fusti in plastica, nastri trasportatori, cinghie di trasmissione);
-
scarico di materiali solidi da contenitori in plastica (es. caricamento da boccaporto in reattori);
-
riempimento ad alta velocità di serbatoi con liquidi non conduttivi e successivo avvicinamento di elettrodi messi a terra;
-
protuberanze interne a silos o serbatoi in prossimità di nubi di polvere altamente caricate o nebbie;
-
riempimento di polveri combustibili non conduttive dentro a fusti, reattori, silos e avvicinamento alla superficie caricata di apparecchi interni messi a terra come sensori di livello e strumentazione;
-
riempimento ad alta velocità di fusti non bonificati con liquidi non conduttivi.
Le misure di prevenzione e protezione contro il rischio di caricamento dovuto a scariche a spazzola sono riportate estesamente nella guida CEI CLC/TR 50404 a cui si rimanda. Anche in questo caso devono essere adottare particolari precauzioni nelle operazioni di riempimento/travaso di liquidi infiammabili e polveri combustibili.
6.4.5.5 Scariche a spazzola propagante
Le scariche a spazzola propagante possono avvenire se un sottile film isolante è caricato elettrostaticamente e depositato su di una superficie conduttrice e messa a terra. In questa ipotesi le armature del condensatore sono costituite dalle facce opposte del film isolante che, proprio perché sottile, possiederà una capacità elettrica elevata10. La scarica potrà essere causata dall’avvicinamento di un altro elettrodo messo a terra che provocherà il rilascio di tutta l’energia accumulata dal condensatore.
Figura 6.22 – Scarica a spazzola propagante
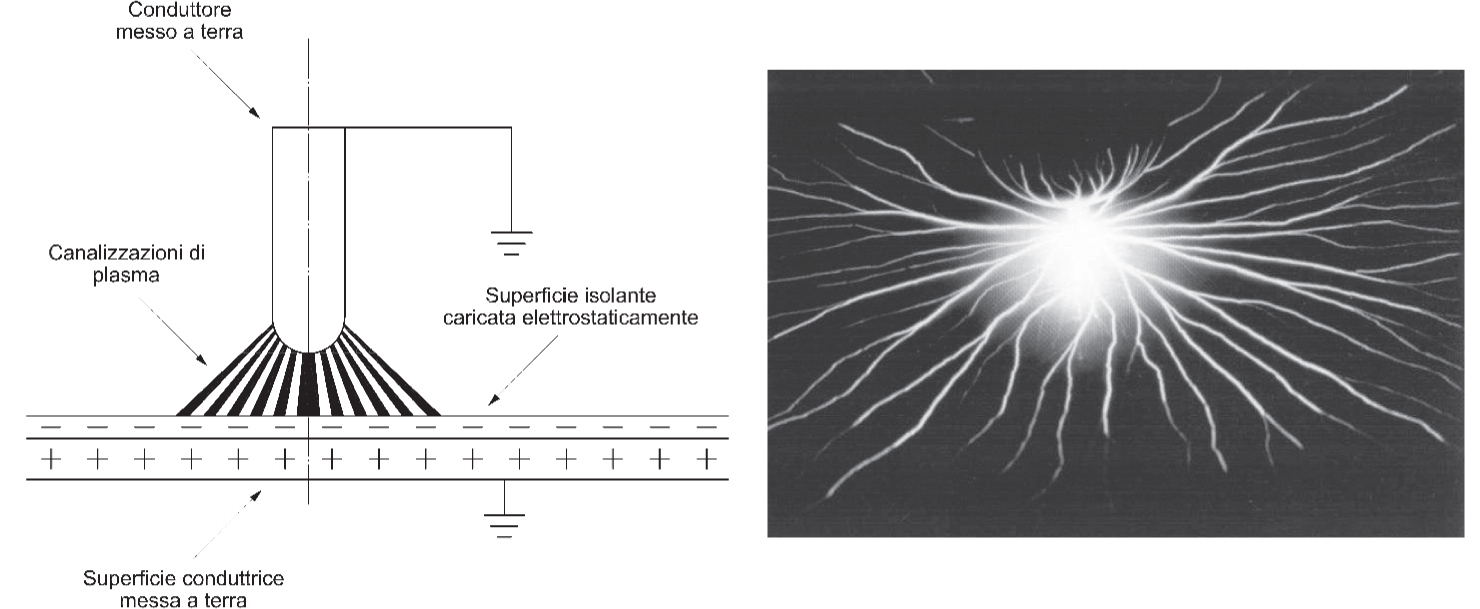
Fonte: ISSA, 2004
L’energia rilasciata in questi casi, molto efficace nell’accensione dell’ATEX, può arrivare anche a 1-10 J (Figura 6.13). A questo proposito la guida CEI CLC/TR 60079-32-1 indica che una superficie caricata elettrostaticamente con queste modalità, e avente una ampiezza pari a 0,5 m2, può provocare una scarica elettrostatica con energie fino a 1000 mJ. Esempi di situazioni industriali che possono generare la tipologia di innesco descritta sono le seguenti (Figura 6.23):
-
trasporti pneumatici attraverso tubazioni isolate o tubazioni conduttive con interno isolato attraverso ricoprimento ad alta resistività;
-
specole di ispezione realizzate in vetro o plexiglass in tubazioni di trasporto pneumatico;
-
trasporto di materiale isolante in sospensione attraverso tubazioni isolanti o tubazioni conduttive con interno isolato attraverso ricoprimento ad alta resistività;
-
impatti continui di materiali su superfici isolate (es. filtri per polveri);
-
cinghie di trasmissione realizzate con materiale resistivo oppure con materiale conduttivo ricoperto da materiale resistivo;
-
riempimento con prodotti fortemente caricati elettrostaticamente di silos o grandi container aventi pareti isolanti oppure pareti conduttive ricoperte con materiale resistivo.
Figura 6.23 – Esempi di scarica a spazzola propagante
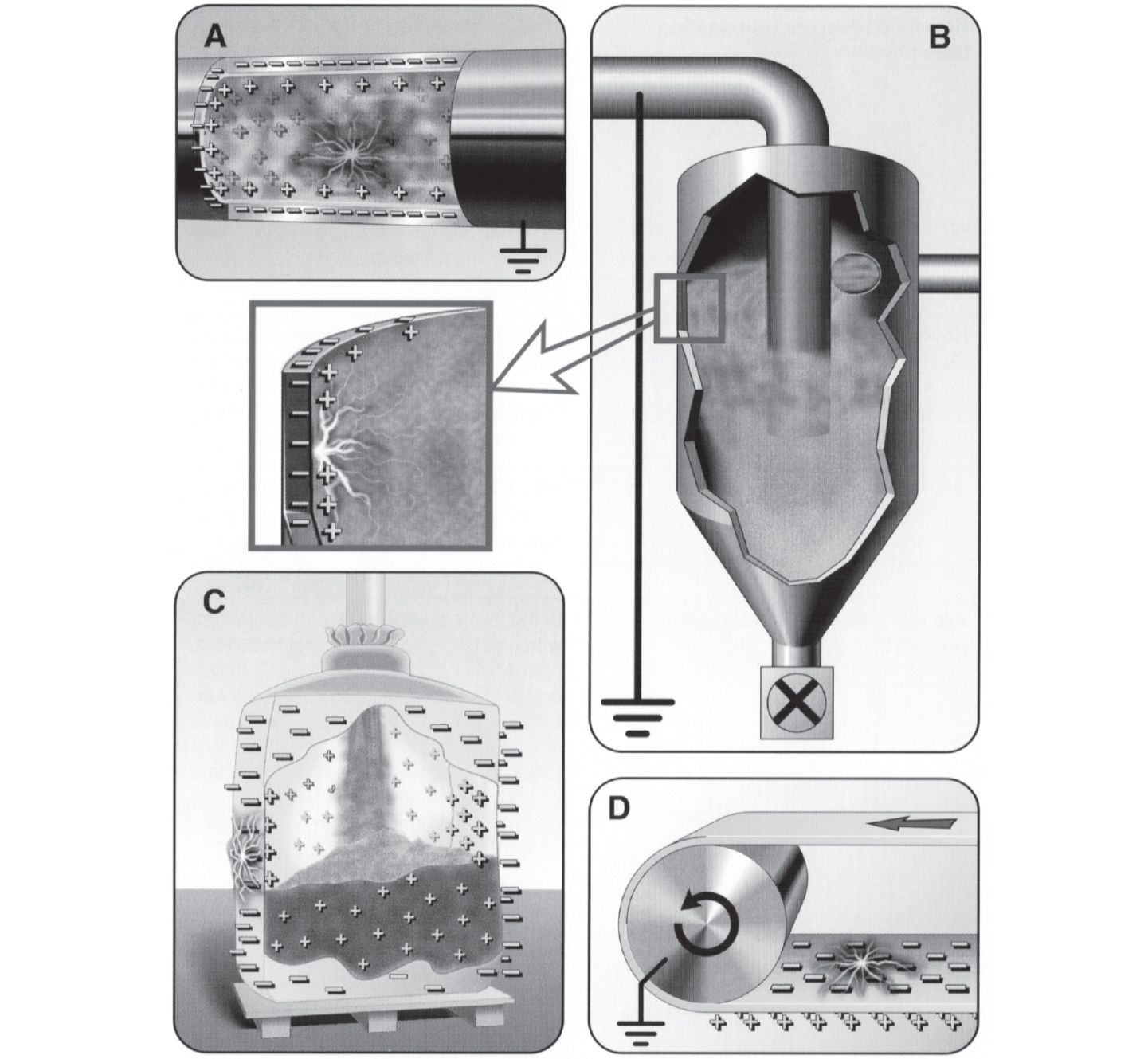
Fonte: ISSA, 1996
Anche in questo caso le misure di prevenzione e protezione sono riportate estesamente nella guida CEI CLC/TR 60079-32-1 a cui si rimanda. I contenitori flessibili di volume intermedio detti Big-Bag o FIBC sono correntemente utilizzati nell’industria per stoccare polveri combustibili.
Data la particolare forma e il materiale di cui sono costituiti, essi possono dar luogo a scariche a spazzola propagante.
La CEI CLC/TR 60079-32-1 stabilisce quattro categorie di FIBC (A, B, C, D con caratteristiche di sicurezza crescenti) da adottarsi in relazione all’ATEX e alla MIE in cui tali contenitori sono collocati. Il criterio di scelta è riportato in Tabella 6.11.
Nel caso di verniciatura superficiale di metalli messi a terra, la EN ISO 80079-36:2016 prevede che i limiti degli strati di vernice non debbano superare lo spessore di 2 mm nel caso di ATEX del gruppo IIA e IIB e gli 0,2 mm nel caso di ATEX del gruppo IIC.
Tabella 6.11 – Impiego dei differenti FIBC (CEI CLC/TR 50404)
| MIE della polvere stoccata | Ambiente circostante | ||
|---|---|---|---|
| Atmosfera non infiammabile | ATEX dovuta a polveri combustibili | ATEX dovuta a gas e vapori infiammabili (gruppo IIA, IIB) | |
| MIE ≥ 1 J | A, B, C, D | B, C, D | C, D |
| 3 mJ ≤ MIE < 1 | J B, C, D | B, C, D | C, D |
| MIE < 3 mJ | C, D | C, D | C, D |
6.4.5.6 Scariche coniche
Il caricamento di polveri in silos o container determina la classica forma a cono della superficie. Nel caso in cui le polveri con le quali si carica il silos siano caricate elettrostaticamente e siano resistive, si genererà un gradiente di tensione elettrica dovuto al fatto che le particelle che si depositano nella strato inferiore hanno più tempo di disperdere la carica accumulata rispetto a quelle che si depositano alla sommità del cono. Se la resistività in volume della polvere è inferiore a 1010 Ωm e l’impianto risulta interamente conduttivo e messa a terra non è prevedibile la formazione di scariche coniche. Per resistività superiori al valore indicato la formazione di tali scariche non è esclusa e diventa molto probabile nel caso di resistività superiori a 1012 Ωm. Riassumendo, quindi, i principali fattori che favoriscono la formazione di scariche coniche sono i seguenti:
-
polvere ad alta resistività (> 1010 Ωm);
-
frazioni granulometriche grossolane (> 1 mm);
-
polvere molto carica elettrostaticamente (es. trasporto pneumatico);
-
velocità di carico superiore a 0,5 kg/s.
L’energia elettrostatica che si sviluppa in caso di riequilibrio delle cariche è rilevante ed in grado di innescare sia le ATEX dovute a gas e vapori sia quelle dovute a polveri combustibili. È possibile calcolare l’energia dovuta alle scariche a cono attraverso l’utilizzo della seguente equazione:
dove:
| D | è il diametro del silos (0,5 m < D < 3 m); |
| d | è il diametro medio delle polveri caricate (0,1 mm < d < 3 mm); |
Figura 6.24 – Scariche coniche
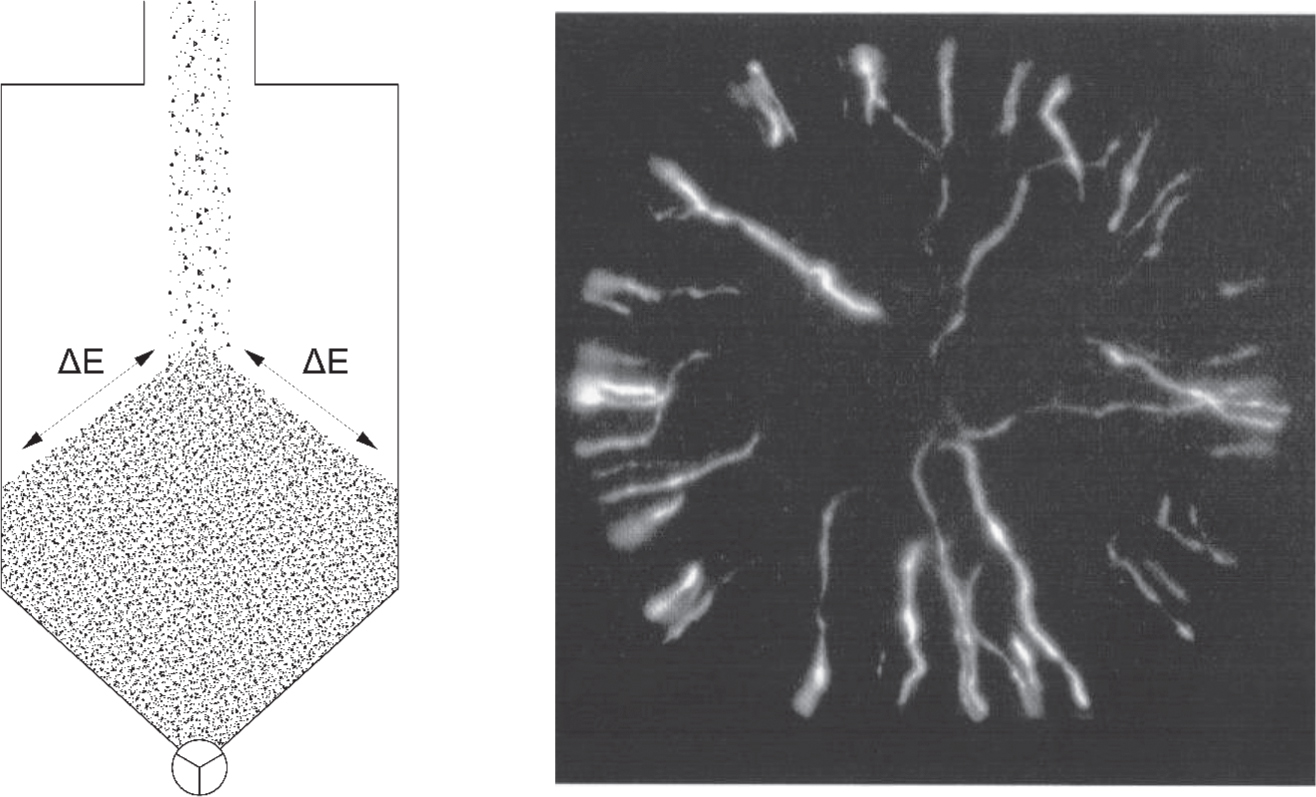
Fonte: ISSA, 2004
I limiti imposti alle variabili in ingresso sono legati all’assenza di dati sperimentali all’esterno dei campi indicati. L’eq. 6.4 indica che il potenziale di scarica aumenta all’aumentare del diametro della polvere e del diametro del silos di contenimento. Il rischio di innesco dell’ATEX aumenterà, pertanto, in presenza di frazioni granulometriche discontinue con frazioni fine e frazioni grossolane. Prevenire tale forma di caricamento elettrostatico risulta particolarmente complessa in presenza di polveri resistive11. È questo il motivo per il quale la protezione dei contenimenti di polveri dovrà essere realizzata secondo le due strategie alternative:
-
prevenzione dell’ATEX (es. inertizzazione con gas);
-
protezione ed isolamento contro l’esplosione (es. venting, soppressione HRD).
6.4.5.7 Misure di prevenzione e protezione comuni a tutte le tipologie di scarica
Le misure di prevenzione e protezione sono riportate in CEI CLC/TR 60079-32-1, in UNI EN 1127-1 ed in EN ISO 80079-36:2016 a cui si rimanda. In tutti i casi sarà necessario prevedere che tutte le parti conduttive debbano essere collegate con modalità tali da evitare la formazione di differenze di potenziale in zone diverse dell’impianto e/o ciclo di lavoro. La scelta dei materiali di costruzione deve essere tale che la resistenza verso terra non superi mai il valore di 106 Ω. Infine è necessario che l’ampiezza massima delle superfici non conduttive non superi i valori indicati in Tabella 6.12.
Tabella 6.12 – Massima superficie isolante ammissibile per prevenire il caricamento elettrostatico (EN ISO 80079-36:2016)
| EPL | Massima superficie permessa (cm2) | ||
|---|---|---|---|
| IIA | IIB | IIC | |
| Ga | 50 | 25 | 4 |
| Gb | 100 | 100 | 20 |
| Gc | Nessun limite | Nessun limite | Nessun limite |
| Nota: questi valori sono moltiplicabili per 4 nei casi in cui l’area piana di plastica sia circondata da parti conduttive messe a terra. | |||
6.4.6 Fulmini
I fulmini possono costituire una causa di innesco soprattutto nelle zone classificate di tipo 0 o 20. Per tali zone, definite a rischio di esplosione dalla Norma CEI 81-10, deve essere valutato il rischio di fulminazione.
La CEI 81-10 indica tuttavia alcune eccezioni dato che, pur in presenza di zona 0 o 20, si esclude il rischio di esplosione se:
-
il volume Vex relativo alle zone 0 o 20 non supera i limiti stabiliti dalle ex Guide CEI 31-35:2012 e CEI 31-56:2007;
-
sia esclusa la possibilità di fulminazione diretta della zona con pericolo e siano impedite in dette zone scariche pericolose dovute a frazione della corrente di fulmine o a correnti indotte.
Nelle zone presenti all’interno di contenimenti le condizioni, citate nel punto precedente, ricorrono quando:
-
il contenitore è in grado di svolgere le funzioni di organo di captazione e di conduzione delle correnti di fulmine, che si possono verificare nella zona LPZ in cui è installato il contenitore, senza dare luogo a sovratemperatura sulla superficie interna del contenitore stesso in grado di innescare l’esplosione;
-
all’interno del contenitore non sono presenti impianti interni o sono comunque presenti provvedimenti atti ad evitare scariche pericolose.
La presenza di rischio di esplosione determina in molti casi la necessità di adottare un impianto di protezione LPS.
6.4.7 Onde elettromagnetiche
In ambito industriale possono essere presenti varie sorgenti di emissione di radiazioni elettromagnetiche. Possiamo a questo proposito suddividere le emissioni nelle seguenti grandi categorie (Tabella 6.13).
Tabella 6.13 – Principali emissioni elettromagnetiche presenti nei luoghi di lavoro
| Tipo di emissione elettromagnetica | Caratteristiche | Applicazioni industriali tipiche |
|---|---|---|
| ELF, VLF, LF | f < 300 kHz λ > 1 km |
Metal detector, videoterminali, elettrodomestici, linee elettriche, linee telefoniche |
| Tipo di emissione elettromagnetica | Caratteristiche | Applicazioni industriali tipiche |
|---|---|---|
| Radiofrequenze (RF) | 300 kHz f < 300 MHz 1 m < λ < 1 km |
Emissioni radiotelevisive, saldatura, incollaggio, riscaldamento ad induzione |
| Microonde (MW) | 300 MHz f < 300 GHz 1 mm < λ < 1 m |
Radar, telefonia cellulare, forni a microonde, ponti radio |
| Infrarosso (IR) | 700 nm < λ < 1 mm | Sorgenti termiche |
| Visibile | 400 nm < λ < 700 nm | Laser |
| Ultravioletto (UV) | 10 nm < λ < 400 nm | Sterilizzazione |
Le sorgenti di emissione elettromagnetiche che, nell’ambito di applicazione del D.Lgs. n. 81/2008, richiedono un approfondimento di valutazione sono le seguenti (EN 50499):
-
elettrolisi industriale;
-
saldature elettriche;
-
riscaldamento ad induzione;
-
riscaldamento dielettrico;
-
saldatura dielettrica;
-
magnetizzatori/smagnetizzatori industriali;
-
lampade eccitate a radiofrequenza;
-
plasma a radiofrequenza;
-
laser;
-
fibre ottiche;
-
attrezzature per diatermia (marconi e radarterapia);
-
controlli elettrici per i difetti nei materiali (es. magnetoscopia);
-
radar;
-
trasporto elettrico (treni, tram);
-
elettromedicali che utilizzano intenzionalmente radiazioni con esposizione elettromagnetica e applicazione di corrente;
-
riscaldamento ed essiccazione industriale a microonde;
-
antenne radio-base;
-
distribuzione dell’energia elettrica che non soddisfa i criteri della tabella 1, EN 50499.
6.4.7.1 Onde elettromagnetiche a radiofrequenza (RF) comprese tra 9 kHz e 60 GHz
La linea guida CLC/TR 50427 approfondisce la valutazione del rischio di innesco di ATEX dovuto a RF comprese tra 9 kHZ e 60 GHz:
-
emettitori radiotelevisivi (frequenze tra 0,15 MHZ e 1000 MHz);
-
trasmittenti fisse e mobili per scopi privati, commerciali ed amatoriali (frequenze superiori a 0,4 MHz) e scopi militari (frequenze superiori a 0,15 MHz);
-
radar nelle bande specifiche di 220 MHz, 600 MHz e sopra a 1 GHz;
-
dispositivi di navigazione, radiofari ecc., con frequenze a partire da 9 kHz.
La presenza di RF può indurre la generazione di corrente e tensione in strutture in grado di intercettare e canalizzare la radiazione.
Tali strutture, definibili antenne, saranno assimilabili a circuiti che in caso di interruzione potranno generare archi voltaici in grado di innescare l’ATEX presente.
Figura 6.25 – Esempi di innesco dovuti a radiazioni a radiofrequenza (CLC/TR 50427)
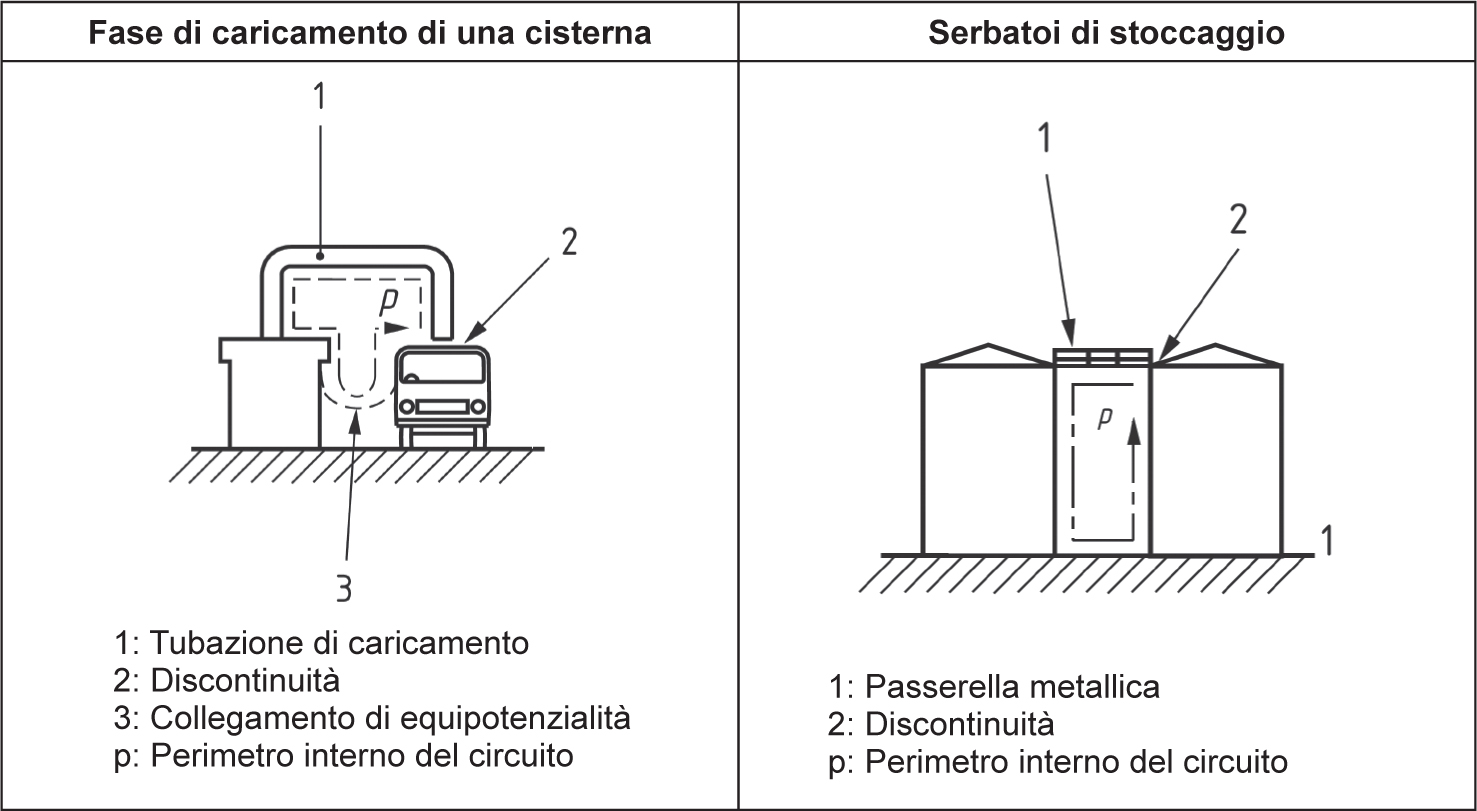
La valutazione del rischio dovuto ad innesco da radiofrequenza (RF) dovrà essere condotta individuando le seguenti condizioni, che dovranno essere soddisfatte contemporaneamente:
-
radiazione elettromagnetica di sufficiente intensità;
-
presenza di strutture configurabili come antenne in zone classificate a rischio di esplosione;
-
esistenza di meccanismi che possano convertire l’energia intercettata dall’antenna di scintilla elettrica con energia sufficiente ad innescare l’ATEX.
La valutazione indicata dovrà essere condotta in conformità alla linea guida CLC/TR 50427.
6.4.7.2 Radiazioni ottiche, infrarosse (IR) ed ultraviolette (UV)
Nel campo del visibile, IR e UV, l’accensione delle ATEX è dovuta all’attivazione di meccanismi diversi da quelli delle RF. Tali radiazioni possono essere presenti in dispositivi di misurazione e monitoraggio, barriere a raggi, misuratori di distanza, fibre ottiche utilizzate per la trasmissione di dati.
Le fibre ottiche, in caso di rottura, possono determinare rischi di innesco in concomitanza a potenze rilevanti12 e superfici di emissione ridotte13 soprattutto in presenza di contaminazione dell’estremità fratturata (= conversione dell’energia in calore). È per questa ragione che la trasmissione via fibra ottica non si può considerare intrinsecamente sicura. Le modalità di innesco dell’ATEX sono di tre tipologie:
-
assorbimento risonante da parte dell’ATEX. Nel caso di radiazioni IR l’energia dell’emissione elettromagnetica viene assorbita dall’ATEX (gas, vapori, nebbie) con aumento di calore mentre nel caso di UV può essere attivato un meccanismo di innesco fotochimico;
-
accensione dovuta a Laser. Nel caso dell’emissione coerente e a bassa divergenza tipica del laser si raggiungono potenze specifiche dell’ordine di 800÷1000 MW/ cm2 in grado di innescare qualsiasi tipologia di ATEX;
-
assorbimento di calore in solidi. L’aumento della temperatura di una superficie irradiata da una radiazione ottica dipende dalle proprietà di assorbimento e dalla conducibilità termica del materiale. Nel caso di siano coinvolti materiali solidi combustibili, è possibile che questo riscaldamento porti prima alla combustione del solido e successivamente all’innesco dell’ATEX circostante.
6.4.7.3 Misure di prevenzione e protezione
Le misure di prevenzione e protezione sono riportate in UNI EN 1127-1 e CLC/TR 50427 a cui si rimanda.
6.4.7.4 Relazione con il Titolo VIII, Capo IV, D.Lgs. n. 81/2008
Il Titolo VIII, Capo IV del D.Lgs. n. 81/2008 pone in capo al datore di lavoro l’obbligo di procedere alla “Protezione dei lavoratori dai rischi di esposizione a campi elettromagnetici”. In particolare l’art. 209, comma 4, lett. b. 4, D.Lgs. n. 81/2008 richiede che:
“Nell’ambito della valutazione dei rischi di cui all’art. 181, il datore di lavoro presta particolare attenzione ai seguenti elementi: (…) qualsiasi effetto indiretto quale: (…) incendi ed esplosioni dovuti all’accensione di materiali infiammabili provocata da scintille prodotte dai campi indotti, correnti di contatto o scariche elettriche.”
A seguito di tale considerazioni si ritiene che la valutazione del rischio di innesco dovuto a radiazioni elettromagnetiche dovrà essere condotta e coordinata anche nell’ambito dell’assolvimento degli obblighi previsti dal Titolo VIII, Capo IV, D.Lgs. n. 81/2008.
6.4.8 Reazioni esotermiche, inclusa l’autoaccensione delle polveri
Le polveri combustibili, come si è avuto modo di constatare nel Capitolo 2, possiedono una superficie specifica molto elevata. Questa caratteristica fa sì che tali particelle possano reagire in corrispondenza dell’interfaccia solido-gas in modo molto più efficace rispetto a solidi compatti. A tali reazioni può essere associata la produzione di una certa quantità di calore che se non è smaltita può determinare un lento riscaldamento della massa.
Le reazioni esotermiche possono essere di due tipi, con ossigeno (ossidazione) e senza ossigeno (decomposizione). Le condizioni che predispongono tali reazioni sono riassumibili nelle seguenti tre:
-
presenza di materiale in deposito;
-
lunghi periodi di permanenza nello stoccaggio;
-
limitata movimentazione periodica del materiale stoccato.
Una piccola generazione termica che si verifichi al di sotto di una massa in deposito può causare il raggiungimento localizzato della temperatura di accensione del materiale. Tale fenomeno è molto facilitato in presenza di altezze di stoccaggio rilevanti dato che la temperatura di accensione dello strato tende a diminuire con l’aumentare del proprio spessore, come già indicato in precedenza. Se questa zona interna al deposito (a elevata temperatura) entra in contatto con l’ATEX presente normalmente in corrispondenza della superficie libera dello stoccaggio, può innescare l’esplosione.
Le misure di prevenzione e protezione contro tale tipologia di rischio sono le seguenti ed è opportuna una loro integrazione:
-
essiccazione delle polveri;
-
divieto di presenza di corpi caldi all’interno della massa in deposito;
-
monitoraggio in continuo della temperatura in punti opportuni del deposito (misura che tuttavia non si dimostra efficace nel caso di silos di grandi dimensioni);
-
monitoraggio dei i possibili gas legati alle reazioni di decomposizione e ossidazione per garantire una precoce rilevazione dei processi di autocombustione;
-
movimentazione frequente e periodica del materiale in deposito;
-
divieto di stoccaggio di materiali con umidità superiore al 16%;
-
inertizzazione.
L’utilizzo di acqua per raffreddare la massa in deposito deve essere attentamente valutata dato che potrebbe dare luogo a reazioni aventi la capacità di generare idrogeno e monossido di carbonio e quindi la formazione di miscele ATEX ibride. Inoltre, percentuali di acqua superiori al 16% possono comportare fermentazioni che, facendo raggiungere alla massa temperature superiori ai 70 °C, possono provocare reazioni di autocombustione.
6.4.8.1 Misure di prevenzione e protezione
Le misure di prevenzione e protezione sono riportate in UNI EN 1127-1 a cui si rimanda.
6.5 Gli apparecchi installati precedentemente al 30 Giugno 2003
In molte situazioni industriali sono presenti, evidentemente, attrezzature di lavoro collocate in ATEX ma non marcate CE-ATEX perché installate in data antecedente all’entrata in vigore del Titolo XI, D.Lgs. n. 81/2008 (all’epoca Titolo VIII-bis, D.Lgs. n. 626/1994) e al D.Lgs. n. 85/2016.
A questo proposito ricordiamo che l’art. 293, D.Lgs. n. 81/2008 precisa che:
-
Le attrezzature da utilizzare nelle aree in cui possono formarsi atmosfere esplosive, già utilizzate o a disposizione dell’impresa o dello stabilimento per la prima volta prima del 30 giugno 2003, devono soddisfare, a decorrere da tale data, i requisiti minimi di cui all’Allegato L, parte A, fatte salve le altre disposizioni che le disciplinano.
-
Le attrezzature da utilizzare nelle aree in cui possono formarsi atmosfere esplosive, che sono a disposizione dell’impresa o dello stabilimento per la prima volta dopo il 30 giugno 2003, devono soddisfare i requisiti minimi di cui all’Allegato L, parti A e B.
-
I luoghi di lavoro che comprendono aree in cui possono formarsi atmosfere esplosive devono soddisfare le prescrizioni minime stabilite dal presente titolo.
Il Testo Unico richiede pertanto attrezzature marcate CE-ATEX solo se messe a disposizione in data successiva al 30 giugno 2003. È necessario tuttavia effettuare una valutazione delle attrezzature messe a disposizione in periodi antecedenti al 30 giugno 2003 dato che nel documento sulla protezione contro le esplosioni deve essere specificato che esse possono essere utilizzate senza rischio in un’ATEX (cfr. Allegato L, Parte A, D.Lgs. n. 81/2008). A questo proposito, mentre esistono indicazioni operative fornite dal CEI (cfr. art. 6, ex Guida CEI 31-35:2012 e art. 7, ex Guida CEI 31-56:2007, CEI 31-93:2011) relativamente agli impianti elettrici installati in periodo antecedente al 30 giugno 2003, per gli apparecchi non elettrici non esiste a tutt’oggi una posizione univoca sull’argomento. Tuttavia si deve tenere in considerazione che gli apparecchi non elettrici progettati ed installati per essere utilizzati in modo sicuro in atmosfera esplosiva, in data antecedente al 30 giugno 2003, debbano comunque essere verificati. La verifica della sicurezza di queste installazioni dovrà essere confermata da:
-
documentazioni e certificazioni originali;
-
registri di verifica e manutenzione;
-
valutazioni di rischio effettuate in occasione di (eventuali) modifiche.
Si riporta, a questo proposito, un riepilogo delle misure generali e specifiche adottabili per gli apparecchi non elettrici installati in ATEX.
Nel caso emergano possibili sorgenti di innesco non presidiate durante il normale funzionamento (per apparecchi collocati in zona 2/22) e durante la disfunzione prevista (per apparecchi collocati in zona 1/21) deve essere valutata l’opportunità di prevenire la presenza di ATEX (cfr. Capitolo 5). Nel caso tale azione non sia concretamente attuabile sarà necessario richiedere un intervento di bonifica tecnica al fabbricante dell’apparecchio; in subordine il DDL deve ricorrere a misure di tecniche e gestionali alternative.
Si illustrano nel seguito alcuni parametri che caratterizzano la presenza di un rischio di innesco limitato14:
-
adozione delle misure generali previste nel presente Capitolo;
-
adozione delle misure specifiche previste nel presente Capitolo;
-
presenza di velocità tra gli organi in movimento inferiore ad 1 m/s15 (EN ISO 80079-36:2016);
-
per apparecchi da utilizzarsi in ATEX dovuta a gas, vapori e nebbie: Grado di protezione IP54 nel caso in cui l’ingresso di liquidi o polveri determini malfunzionamenti che possono generare sorgenti di accensione (EN ISO 80079-37:2016);
-
per apparecchi da utilizzarsi in ATEX dovuta a polveri combustibili: Grado di protezione IP6X se l’ingresso di polvere può generare sorgente di accensione o incendio (EN ISO 80079-37:2016);
-
prevenzione del caricamento elettrostatico (CEI EN 60079-32-1);
-
presenza di sistemi di controllo di sovraccarico motore (EN ISO 80079-37:2016);
-
presenza di sistemi di controllo della temperatura (EN ISO 80079-37:2016);
-
presenza di sistemi di controllo delle vibrazioni (EN ISO 80079-37:2016).
Nel transitorio che prevede la sostituzione di un apparecchio non elettrico non idoneo con altro marcato CE-ATEX di categoria conforme alla zona, è possibile ricorrere alle seguenti misure tecnico-gestionali di mitigazione del rischio di accensione:
-
riduzione dei tempi di manutenzione periodica dei componenti (es. 50%), rispetto a quelli previsti dal fabbricante (limitazione dei cedimenti per usura);
-
monitoraggio frequente durante il rodaggio delle parti sostituite (limitazioni dei cedimenti precoci);
-
riduzione dei carichi di esercizio cui è assoggettata l’apparecchiatura non elettrica;
-
adozione di procedura finalizzata alla verifica periodica dei componenti sensibili dell’apparecchiatura per constatare la presenza di segni di surriscaldamento, rumore anormale o scolorazione;
-
verifica periodica dei punti caldi con fotocamera a raggi infrarossi.
Nel caso non sia possibile ridurre il rischio di accensione a livelli compatibili con la zona classificata posta in relazione all’apparecchiatura non elettrica, sarà necessario provvedere all’adozione di sistemi di protezione ed isolamento progettati in conformità alle Norme tecniche relative.
Le modifiche illustrate, migliorando le condizioni di sicurezza (sempre che non comportino modifiche nelle modalità di utilizzo e delle prestazioni previste dal costruttore), non configurano immissione sul mercato della macchina ai sensi dell’art. 71, comma 5, D.Lgs. n. 81/2008. A questo fine sarà pertanto necessaria la realizzazione di un’analisi atta ad evidenziare che:
-
l’intervento sia migliorativo della sicurezza dell’impianto;
-
gli apparecchi risultino compatibili con l’impianto in essere e non determinano rischi ulteriori ed aggiuntivi rispetto a quelli previsti dal costruttore originario.
Deve inoltre essere acquisita la documentazione di conformità CE-ATEX (marcatura, dichiarazioni di conformità, manuali di uso e manutenzione) di tutti gli apparecchi (ed assiemi) nuovi installati. Infine, dato che la memoria tecnica delle modifiche subite dall’impianto è opportuno sia conservata, deve essere prevista in sede contrattuale la fornitura di schemi tecnici e relazioni riepilogative dell’intervento realizzato.
Nel caso l’intervento determini modifiche sostanziali sarà necessario prevedere l’iter CE di marcatura.
6.5.1 Le sorgenti di accensione e il D.Lgs. n. 81/2008
Nel seguito si riepilogano e misure di prevenzione e protezione applicabili e conseguenti alla valutazione delle sorgenti di accensione. Tali disposizioni derivano dall’applicazione del D.Lgs. n. 81/200816. e possiedono una validità generale. Le misure specifiche sono invece riportate nella Normativa tecnica armonizzata di cui fa parte l’UNI EN 1127-1 che risulta citata nell’Allegato XLIX, D.Lgs. n. 81/2008. Le disposizioni generali applicabili, poste in capo al datore di lavoro, sono le seguenti:
-
scelta, installazione, collaudo, utilizzo, controllo, verifica e manutenzione delle attrezzature di lavoro, DPI e impianti ed apparecchiature elettriche in conformità al Titolo III, D.Lgs. n. 81/2008;
-
nell’ambito della valutazione dei rischi da campi elettromagnetici il datore di lavoro presta attenzione alle possibili esplosioni dovute all’accensione di materiali infiammabili provocata da scintille prodotte da campi indotti, correnti di contatto e scariche elettriche (art. 209, comma 4, lett. d 4, D.Lgs. n. 81/2008);
-
evitare la presenza di fonti di accensione nel caso in cui l’attività non consenta di prevenire la presenza di concentrazioni pericolose di sostanze infiammabili (art. 225, comma 5, D.Lgs. n. 81/2008);
-
mettere a disposizione attrezzature di lavoro conformi alle disposizioni legislative e regolamentari pertinenti, in particolare per quanto riguarda l’uso in atmosfere esplosive (art. 225, comma 6, D.Lgs. n. 81/2008);
-
evitare l’accensione delle atmosfere esplosive (art. 289, comma 2, lett. a, D.Lgs. n. 81/2008);
-
valutazione dei rischi tenendo conto della probabilità che le fonti di accensione, comprese le scariche elettrostatiche, siano presenti e divengano attive ed efficaci (art. 290, comma 1, lett. b, D.Lgs. n. 81/2008);
-
le installazioni elettriche nelle aree classificate come zone 0, 1, 20 o 21 ai sensi dell’Allegato XLIX devono essere sottoposte alle verifiche di cui ai capi III e IV del D.P.R. 22 ottobre 2001, n. 462;
-
le aree classificate devono essere segnalate nei punti di accesso e devono essere provviste di allarmi ottico/acustici che segnalino l’avvio e la fermata dell’impianto, sia durante il normale ciclo sia durante un’emergenza in atto (art. 293 e Allegato LI, D.Lgs. n. 81/2008).

-
Coordinamento tra DDL integrativo rispetto a quanto dall’art. 26, D.Lgs. n. 81/2008 (art. 292 e Allegato L, Parte A, D.Lgs. n. 81/2008). In particolare:
Allegato L, Parte A, D.Lgs. n. 81/2008
(…)
1.2. Istruzioni scritte e autorizzazione al lavoro.
Ove stabilito dal documento sulla protezione contro le esplosioni:
a) il lavoro nelle aree a rischio si effettua secondo le istruzioni scritte impartite dal datore di lavoro;
b) è applicato un sistema di autorizzazioni al lavoro per le attività pericolose e per le attività che possono diventare pericolose quando interferiscono con altre operazioni di lavoro.
Le autorizzazioni al lavoro sono rilasciate prima dell’inizio dei lavori da una persona abilitata a farlo.
(…)
Per la qualifica di personale esperto, ed al fine di realizzare e mantenere in efficienza e sicurezza, impianti elettrici in luoghi classificati, si può fare riferimento alle Norme tecniche armonizzate relative ai settori specifici quali le seguenti:
EN 60079-14 (CE1 31-33) “Costruzioni elettriche per atmosfere esplosive per la presenza di gas. Parte 14: Impianti elettrici nei luoghi con pericolo di esplosione per la presenza di gas (diversi dalle miniere)”
EN 61241-14 “Costruzioni elettriche destinate ad essere utilizzate in presenza di polveri combustibili. Parte 14: Scelta ed installazione”
EN 60079-17 “Costruzioni elettriche per atmosfere esplosive per la presenza di gas. Parte 17: Verifica e manutenzione degli impianti elettrici nei luoghi con pericolo di esplosione per la presenza di gas (diversi dalle miniere)”
EN 61241-17 “Costruzioni elettriche destinate ad essere utilizzate in presenza di polveri combustibili. Parte 17: Verifica e manutenzione degli impianti elettrici nei luoghi con pericolo di esplosione (diversi dalle miniere)”
EN 60079-19 “Atmosfere esplosive. Parte 17: Riparazioni, revisione e ripristino delle apparecchiature”.
(…)
-
informazione e formazione dei lavoratori (art. 294-bis e Allegato L, Parte A, D.Lgs. n. 81/2008). In particolare:
Art. 294-bis, D.Lgs. n. 81/2008
1. Nell’ambito degli obblighi di cui agli artt. 36 e 37, il datore di lavoro provvede affinché i lavoratori esposti al rischio di esplosione e i loro rappresentanti vengano informati e formati in relazione al risultato della valutazione dei rischi con particolare riguardo:
a) alle misure adottate in applicazione del presente titolo;
(…)
c) alle modalità operative necessarie a minimizzare la presenza e l’efficacia delle sorgenti di accensione;
(…)
e) ai rischi connessi alla manipolazione ed al travaso di liquidi infiammabili e/o polveri combustibili ed in caso di sisma;
f) al significato della segnaletica di sicurezza e degli allarmi ottico/acustici;
(…)
h) all’uso corretto di adeguati dispositivi di protezione individuale e alle relative indicazioni e controindicazioni all’uso.
Allegato L, Parte A, D.Lgs. n. 81/2008
(…)
1.1. Formazione professionale dei lavoratori.
Il datore di lavoro provvede ad una sufficiente ed adeguata formazione in materia di protezione dalle esplosioni dei lavoratori impegnati in luoghi dove possono formarsi atmosfere esplosive.
(…)
-
il piano di emergenza ed evacuazione deve essere integrato con il rischio derivante da esplosione. In particolare:
Allegato L, Parte A, D.Lgs. n. 81/2008
(…)
2.7. Ove stabilito dal documento sulla protezione contro le esplosioni, sono forniti e mantenuti in servizio sistemi di evacuazione per garantire che in caso di pericolo i lavoratori possano allontanarsi rapidamente e in modo sicuro dai luoghi pericolosi.
(…)
-
le attrezzature da utilizzare nelle aree in cui possono formarsi atmosfere esplosive, già utilizzate o a disposizione dell’impresa o dello stabilimento per la prima volta prima del 30 giugno 2003, devono soddisfare, a decorrere da tale data, i requisiti minimi di cui all’Allegato L, parte A, fatte salve le altre disposizioni che le disciplinano. In particolare:
Allegato L, Parte A, D.Lgs. n. 81/2008
(…)
2.3. Per la prevenzione dei rischi di accensione, conformemente all’art. 289, si tiene conto anche delle scariche elettrostatiche che provengono dai lavoratori o dall’ambiente di lavoro che agiscono come elementi portatori di carica o generatori di carica. I lavoratori sono dotati di adeguati indumenti di lavoro fabbricati con materiali che non producono scariche elettrostatiche che possano causare l’accensione di atmosfere esplosive.
2.4. Impianti, attrezzature, sistemi di protezione e tutti i loro dispositivi di collegamento sono posti in servizio soltanto se dal documento sulla protezione contro le esplosioni risulta che possono essere utilizzati senza rischio in un’atmosfera esplosiva. Ciò vale anche per attrezzature di lavoro e relativi dispositivi di collegamento che non sono apparecchi o sistemi di protezione ai sensi del decreto del Presidente della Repubblica 23 marzo 1998, n. 126, qualora possano rappresentare un pericolo di accensione unicamente per il fatto di essere incorporati in un impianto. Vanno adottate le misure necessarie per evitare il rischio di confusione tra i dispositivi di collegamento.
2.5. Si devono prendere tutte le misure necessarie per garantire che le attrezzature di lavoro con i loro dispositivi di collegamento a disposizione dei lavoratori, nonché la struttura del luogo di lavoro siano state progettate, costruite, montate, installate, tenute in efficienza e utilizzate in modo tale da ridurre al minimo i rischi di esplosione e, se questa dovesse verificarsi, si possa controllarne o ridurne al minimo la propagazione all’interno del luogo di lavoro e dell’attrezzatura. Per detti luoghi di lavoro si adottano le misure necessarie per ridurre al minimo gli effetti sanitari di una esplosione sui lavoratori.
2.6. Se del caso, i lavoratori sono avvertiti con dispositivi ottici e acustici e allontanati prima che le condizioni per un’esplosione siano raggiunte.
2.8. Anteriormente all’utilizzazione per la prima volta di luoghi di lavoro che comprendono aree in cui possano formarsi atmosfere esplosive, è verificata la sicurezza dell’intero impianto per quanto riguarda le esplosioni. Tutte le condizioni necessarie a garantire protezione contro le esplosioni sono mantenute. La verifica del mantenimento di dette condizioni è effettuata da persone che, per la loro esperienza e formazione professionale, sono competenti nel campo della protezione contro le esplosioni.
2.9. Qualora risulti necessario dalla valutazione del rischio:
a) deve essere possibile, quando una interruzione di energia elettrica può dar luogo a rischi supplementari, assicurare la continuità del funzionamento in sicurezza degli apparecchi e dei sistemi di protezione, indipendentemente dal resto dell’impianto in caso della predetta interruzione;
b) gli apparecchi e sistemi di protezione a funzionamento automatico che si discostano dalle condizioni di funzionamento previste devono poter essere disinseriti manualmente, purché ciò non comprometta la sicurezza. Questo tipo di interventi deve essere eseguito solo da personale competente;
c) in caso di arresto di emergenza, l’energia accumulata deve essere dissipata nel modo più rapido e sicuro possibile o isolata in modo da non costituire più una fonte di pericolo.
(…)
-
le attrezzature da utilizzare nelle aree in cui possono formarsi atmosfere esplosive, che sono a disposizione dell’impresa o dello stabilimento per la prima volta dopo il 30 giugno 2003, devono soddisfare i requisiti minimi di cui all’Allegato L, parti A e B. In particolare, oltre a quanto riportato nel punto precedente, le attrezzature di lavoro devono rispettare quanto segue.
Allegato L, Parte B, D.Lgs. n. 81/2008
(…)
In tutte le aree in cui possono formarsi atmosfere esplosive sono impiegati apparecchi e sistemi di protezione conformi alle categorie di cui al decreto del Presidente della Repubblica 23 marzo 1998, n. 126.
In particolare, in tali aree sono impiegate le seguenti categorie di apparecchi, purché adatti, a seconda dei casi, a gas, vapori o nebbie e/o polveri:
-
Nella zona 0 o nella zona 20, apparecchi di categoria 1;
-
Nella zona 1 o nella zona 21, apparecchi di categoria 1 o di categoria 2;
-
Nella zona 2 o nella zona 22, apparecchi di categoria 1, 2 o 3.
(…)
-
applicazione dell’Allegato IV, D.Lgs. n. 81/2008. In particolare:
Allegato IV, Parti 1, 3 e 4, D.Lgs. n. 81/2008
1. AMBIENTI DI LAVORO
1.6.2. Quando in un locale le lavorazioni ed i materiali comportino pericoli di esplosione o specifici rischi di incendio e siano adibiti alle attività che si svolgono nel locale stesso più di 5 lavoratori, almeno una porta ogni 5 lavoratori deve essere apribile nel verso dell’esodo ed avere larghezza minima di m 1,20.
3. VASCHE, CANALIZZAZIONI, TUBAZIONI, SERBATOI, RECIPIENTI, SILOS
3.1. Le tubazioni, le canalizzazioni e i recipienti, quali vasche, serbatoi e simili, in cui debbano entrare lavoratori per operazioni di controllo, riparazione, manutenzione e per altri motivi dipendenti dall’esercizio dell’impianto o dell’apparecchio, devono essere provvisti di aperture di accesso aventi dimensioni tali da poter consentire l’agevole recupero di un lavoratore privo di sensi.
3.3. Qualora nei luoghi di cui al punto 3.1 non possa escludersi la presenza anche di gas, vapori o polveri infiammabili od esplosive, oltre alle misure indicate nell’articolo precedente, si devono adottare cautele atte ad evitare il pericolo di un incendio o di esplosione, quali la esclusione di fiamme libere, di corpi incandescenti, di attrezzi di materiali ferroso e di calzature con chiodi. Qualora sia necessario l’impiego di lampade, queste devono essere di sicurezza.
4. MISURE CONTRO L’INCENDIO E L’ESPLOSIONE
4.1. Nelle aziende o lavorazioni in cui esistono pericoli specifici di incendio:
4.1.1. è vietato fumare;
4.1.2. è vietato usare apparecchi a fiamma libera e manipolare materiali incandescenti, a meno che non siano adottate idonee misure di sicurezza;
4.5.1. Nella fabbricazione, manipolazione, deposito e trasporto di materie infiammabili od esplodenti e nei luoghi ove vi sia pericolo di esplosione o di incendio per la presenza di gas, vapori o polveri, esplosivi o infiammabili, gli impianti, le macchine, gli attrezzi, gli utensili ed i meccanismi in genere non devono nel loro uso dar luogo a riscaldamenti pericolosi o a produzione di scintille.
4.5.3. Analoghe misure devono essere adottate nell’abbigliamento dei lavoratori.
4.6.1. Il riscaldamento dei locali nei quali si compiono le operazioni o esistono i rischi per fabbricazione, manipolazione, deposito e trasporto di materie infiammabili od esplodenti e nei luoghi ove vi sia pericolo di esplosione o di incendio per la presenza di gas, vapori o polveri, esplosivi o infiammabili deve essere ottenuto con mezzi e sistemi tali da evitare che gli elementi generatori o trasmittenti del calore possano raggiungere temperature capaci di innescare materie pericolose ivi esistenti.
4.6.2. Nei casi indicati al punto precedente le finestre e le altre aperture esistenti negli stessi locali devono essere protette contro la penetrazione dei raggi solari.
4.10. I dispositivi di aspirazione per gas, vapori e polveri esplosivi o infiammabili, tanto se predisposti in applicazione del punto 2.1.8.1, quanto se costituenti elementi degli impianti di produzione o di lavorazione, devono rispondere ai seguenti requisiti:
(…)
4.10.2. avere tutte le parti metalliche collegate fra loro ed il relativo complesso collegato elettricamente a terra.
(…)
-
applicazione dell’Allegato V, D.Lgs. n. 81/2008. In particolare:
Allegato V, Parte 12, D.Lgs. n. 81/2008
12.1. Tutte le attrezzature di lavoro debbono essere realizzate in maniera da evitare di sottoporre i lavoratori ai rischi d’incendio o di surriscaldamento dell’attrezzatura stessa.
12.2. Tutte le attrezzature di lavoro devono essere realizzate in maniera da evitare di sottoporre i lavoratori ai rischi di esplosione dell’attrezzatura stessa e delle sostanze prodotte, usate o depositate nell’attrezzatura di lavoro.
applicazione dell’Allegato VI, D.Lgs. n. 81/2008. In particolare:
Allegato VI, Parte 8, D.Lgs. n. 81/2008
8.1. Non devono eseguirsi lavorazioni ed operazioni con fiamme libere o con corpi incandescenti a meno di 5 metri di distanza dai generatori o gasometri di acetilene.
8.4. È vietato effettuare operazioni di saldatura o taglio, al cannello od elettricamente, nelle seguenti condizioni: a) su recipienti o tubi chiusi; b) su recipienti o tubi aperti che contengono materie le quali sotto l’azione del calore possono dar luogo a esplosioni o altre reazioni pericolose; c) su recipienti o tubi anche aperti che abbiano contenuto materie che evaporando o gassificandosi sotto l’azione del calore possono dar luogo a esplosioni o altre reazioni pericolose. È altresì vietato di eseguire le operazioni di saldatura nell’interno dei locali, recipienti o fosse che non siano efficacemente ventilati. Quando le condizioni di pericolo previste dalla lettera a) del primo comma del presente articolo si possono eliminare con l’apertura del recipiente chiuso, con l’asportazione delle materie pericolose e dei loro residui, con l’uso di gas inerti o con altri mezzi o misure, le operazioni di saldatura e taglio possono essere eseguite anche sui recipienti o tubazioni indicati alla stessa lettera a) del primo comma, purché le misure di sicurezza siano disposte da un esperto ed effettuate sotto la sua diretta sorveglianza.
6.6 Esempi applicativi ed approfondimenti
6.6.1 Il contenuto della marcatura CE-ATEX
Su ciascun apparecchio e sistema di protezione devono figurare in modo leggibile e indelebile almeno le seguenti indicazioni:
-
nome e indirizzo del fabbricante;
-
marcatura CE (vedi Allegato X, punto A);
-
designazione della serie o del tipo;
-
numero di serie (se esiste);
-
anno di costruzione;
-
marcatura specifica di protezione dalle esplosioni
 , seguita dal simbolo del gruppo di apparecchi e della categoria;
, seguita dal simbolo del gruppo di apparecchi e della categoria; -
per il gruppo di apparecchi II, la lettera «G» (relativa alle atmosfere esplosive dovute alla presenza di gas, di vapori o di nebbie) e/o la lettera «D» relativa alle atmosfere esplosive dovute alla presenza di polveri.
Essi devono inoltre recare, qualora ciò paia necessario, tutte le indicazioni indispensabili all’impiego in condizioni di sicurezza.
6.6.2 Il contenuto delle istruzioni per l’uso
Ogni apparecchio e sistema di protezione deve essere corredato di istruzioni per l’uso, contenenti almeno le seguenti indicazioni:
-
un richiamo alle indicazioni previste per la marcatura, ad eccezione del numero di serie (vedi punto 1.0.5), eventualmente completate dalle indicazioni che possono agevolare la manutenzione (ad esempio: indirizzo dell’importatore, del riparatore, ecc.);
-
le istruzioni per effettuare senza rischi:
-
la messa in servizio;
-
l’impiego;
-
il montaggio e lo smontaggio;
-
la manutenzione (ordinaria o straordinaria);
-
l’installazione;
-
la regolazione;
-
se necessario, l’indicazione delle zone pericolose situate in prossimità degli scarichi di pressione;
-
se necessario, le istruzioni per la formazione;
-
ulteriori indicazioni necessarie per valutare, con cognizione di causa, se un apparecchio di una categoria indicata oppure un sistema di protezione possa essere utilizzato senza pericoli nel luogo e nelle condizioni di impiego previsti;
-
i parametri elettrici, di pressione, le temperature massime delle superfici o altri valori limite;
-
eventualmente, le condizioni di impiego particolari, comprese le indicazioni relative agli errori d’uso rivelatisi più probabili in base all’esperienza;
-
se necessario, le caratteristiche essenziali degli strumenti che possono essere montati sull’apparecchio o sul sistema di protezione.
Le istruzioni per l’uso sono redatte in una delle lingue comunitarie dal fabbricante o dal suo mandatario stabilito nella Comunità.
Alla messa in servizio, ogni apparecchio o sistema di protezione deve essere corredato della traduzione di dette istruzioni nella lingua o nelle lingue del paese in cui è usato e della versione originale.
Alla traduzione provvede il fabbricante o il suo mandatario stabilito nella Comunità, ovvero la persona che immette l’apparecchio o il sistema di protezione nella zona linguistica interessata.
Tuttavia, le istruzioni per la manutenzione destinate a personale specializzato alle dipendenze del fabbricante o del suo mandatario possono essere redatte in una sola lingua comunitaria compresa da detto personale.
Le istruzioni per l’uso contengono piani e schemi necessari alla messa in servizio, alla manutenzione, all’ispezione, alla verifica del corretto funzionamento e, eventualmente, alla riparazione dell’apparecchio o del sistema di protezione, nonché tutte le istruzioni utili, segnatamente in materia di sicurezza.
Per quanto riguarda gli aspetti di sicurezza, qualsiasi documentazione relativa all’apparecchio o al sistema di protezione non deve essere in contraddizione con le istruzioni per l’uso.
6.6.3 Il contenuto della dichiarazione di conformità
Marcatura CE
La marcatura CE di conformità è costituita dalle iniziali CE secondo il simbolo grafico che segue:
In caso di riduzione o di ingrandimento della marcatura CE, dovranno essere rispettate le proporzioni indicate dal grafico graduato di cui sopra.
I diversi elementi della marcatura CE devono avere sostanzialmente la stessa dimensione verticale che non può essere inferiore a 5 mm.
Si può derogare a detta dimensione minima per gli apparecchi, i sistemi di protezione o i dispositivi di cui all’art. 1, §2, di piccole dimensioni.
Contenuto della dichiarazione UE di conformità
La dichiarazione UE di conformità deve contenere gli elementi seguenti:
-
Modello di prodotto/prodotto (numero di prodotto, tipo, lotto o serie):
-
Nome e indirizzo del fabbricante e, se del caso, del suo rappresentante autorizzato:
-
La presente dichiarazione di conformità è rilasciata sotto la responsabilità esclusiva del fabbricante.
-
Oggetto della dichiarazione (identificazione del prodotto che ne consenta la tracciabilità; se necessario per l’identificazione del prodotto è possibile includere un’immagine):
-
L’oggetto della dichiarazione di cui sopra è conforme alla pertinente Normativa di armonizzazione dell’Unione:
-
Riferimento alle pertinenti Norme armonizzate utilizzate o riferimenti alle altre specifiche tecniche in relazione alle quali è dichiarata la conformità:
-
Se del caso, l’organismo notificato … (denominazione, numero) … ha effettuato (descrizione dell’intervento) … e rilasciato il certificato:
-
Informazioni aggiuntive:
Firmato a nome e per conto di:
(luogo e data del rilascio):
(nome, funzione) (firma):
6.6.4 Marcatura
Su ciascun apparecchio e sistema di protezione devono figurare in modo leggibile e indelebile almeno le seguenti indicazioni:
-
nome, denominazione commerciale registrata o marchio registrato e indirizzo del fabbricante,
-
marcatura CE [cfr. Allegato II del regolamento (CE) n. 765/2008],
-
designazione della serie o del tipo,
-
numero di lotto o di serie (se esiste),
-
anno di costruzione,
-
marchio specifico di protezione dalle esplosioni seguito dal simbolo del gruppo di apparecchi e della categoria,
-
per il gruppo di apparecchi II, la lettera «G» (relativa alle atmosfere esplosive dovute alla presenza di gas, di vapori o di nebbie),~~~e/o
-
la lettera «D» relativa alle atmosfere esplosive dovute alla presenza di polveri.
Essi devono inoltre recare, se necessario, tutte le indicazioni indispensabili all’impiego in condizioni di sicurezza.
6.6.5 Marcatura supplementare specifica
Come indicato nel paragrafo precedente, il D.Lgs. n. 85/2016 prevede che la parte
grafica della marcatura specifica ![]() debba seguire il disegno specificato nella Direttiva 84/47/CEE.
debba seguire il disegno specificato nella Direttiva 84/47/CEE.
Le istruzioni per l’utente dovranno spiegare in modo dettagliato il significato della marcatura apposta sul prodotto. Tuttavia, si raccomanda di utilizzare il formato che figura nei seguenti esempi in cui:
-
“../..” significa che il prodotto ha due categorie diverse
-
“..-..”significa che una parte del prodotto non è conforme alla Direttiva e non è destinata ad essere utilizzata in un’atmosfera potenzialmente esplosiva.
Inoltre, i DSCR immessi separatamente sul mercato dovranno recare la marcatura della categoria dell’apparecchio sotto controllo tra parentesi tonde, mentre i dispositivi che contengono una potenziale sorgente di innesco propria e sono destinati all’impiego in un’atmosfera potenzialmente esplosiva dovranno indicare la marcatura secondo le seguenti modalità:
| I M2 | Prodotti per miniere, gruppo I, categoria M2 |
| II 1 G | Prodotti diversi da quelli per miniere, gruppo II, categoria 1 destinati ad essere utilizzati in atmosfere in cui siano presenti gas, vapori e nebbie |
| II 1 D | Prodotti diversi da quelli per miniere, gruppo II, categoria 1 destinati ad essere utilizzati in atmosfere in cui sia presente polvere |
| II (1) GD | Sistema di protezione, destinato ad essere utilizzato in atmosfere in cui sia presente gas, vapore, nebbia, polvere |
| Dispositivo di cui all’art. 1.2, della Direttiva 2014/34/UE, in ambiente non pericoloso, con circuiti intrinsecamente sicuri di categoria “EX ia”, che può essere collegato, ad esempio, ad apparecchi di categoria 1 | |
| II 2 GD | Apparecchio di categoria 2 destinato ad essere utilizzato in atmosfera potenzialmente esplosiva contenente gas o polvere |
| II (2)/2 (1)/1 G | Assieme, come un sistema di rivelazione di gas con più di un punto di rivelazione, che rientra in parte nella categoria 1 e in parte nella categoria 2, costituito da un dispositivo di sicurezza e da un apparecchio. Il dispositivo di sicurezza è destinato ad essere utilizzato al di fuori dell’area pericolosa, mentre l’apparecchio è destinato ad essere utilizzato all’interno dell’area pericolosa |
| II 2(1) G | Apparecchio di categoria 2 contenente un dispositivo di sicurezza per un apparecchio di categoria 1 |
| II 2(1) GD | Lo stesso apparecchio per atmosfere potenzialmente esplosive in cui siano presenti gas o polvere |
| II (2) G (1) G | Unico dispositivo di sicurezza che garantisce la sicurezza contro le esplosioni per apparecchi di categoria 1 e per un altro apparecchio di categoria 2 |
| II 3/3 D | Soffiatore che scarica fuori dalla zona 22 e destinato ad essere installato nella zona 22 |
| II 1/2G | Indicatore di livello installato nella parete del serbatoio tra la zona 0 e la zona 1 |
| II (2)3 G | Dispositivo per bus elettrico che influisce su apparecchio di categoria 2 installato in zona 2 |
| II 2/-G | Ventilatore che trasporta una zona 1 ma che è destinato ad essere installato al di fuori di atmosfere potenzialmente esplosive. La Direttiva non contiene disposizioni sulla marcatura in caso di installazione al di fuori di atmosfere potenzialmente esplosive |
| II 2/3 G | Ventilatore che trasporta una zona 1 ma che è destinato ad essere installato in zona 2 |
| II 3/- D | Coclea che trasporta una zona 22 ma che è installata al di fuori di atmosfere potenzialmente esplosive. La Direttiva non contiene disposizioni sulla marcatura in caso di installazione al di fuori di atmosfere potenzialmente esplosive |
| II -/2 D | Soffiatore che non trasporta atmosfere esplosive ma che è destinato ad essere installato in zona 21 |
Tutti i prodotti devono riportare il nome e l’indirizzo del fabbricante, la designazione della serie o del tipo, il numero di serie (se esiste) e l’anno di costruzione. Il prodotto deve essere corredato da informazioni scritte che illustrino le diverse categorie e le conseguenze per l’utilizzo previsto.
Laddove un prodotto sia contemplato da più direttive del nuovo approccio, la marcatura CE ne denota la conformità alle disposizioni di tutte le direttive pertinenti. Tuttavia, durante il periodo transitorio di una o più di tali direttive che consente al fabbricante di scegliere quali disposizioni applicare, la marcatura CE indica la conformità alle direttive la cui applicazione è obbligatoria e a quelle effettivamente applicate. Nel caso di queste ultime, i riferimenti delle direttive devono figurare nella documentazione, negli attestati o nelle istruzioni che accompagnano il prodotto o, laddove necessario, sulla targhetta di identificazione.
6.6.6 La procedura CE-ATEX di marcatura degli apparecchi e dei sistemi di protezione autonoma
Le procedure da seguire per valutare la conformità di apparecchi, compresi, se necessario, i DSCR sono le seguenti:
Apparecchi di categoria 1 e sistemi di protezione a funzione autonoma
-
procedura di esame UE del tipo unitamente a una delle seguenti procedure:
-
conformità al tipo basata sulla garanzia della qualità del processo di produzione;
-
conformità al tipo basata sulla verifica del prodotto;
Apparecchi di categoria 2
-
in caso di motori a combustione interna e di apparecchi elettrici appartenenti ai suddetti gruppi e categorie, la procedura di esame UE del tipo unitamente a una delle seguenti procedure: conformità al tipo basata sul controllo interno della produzione unito a prove del prodotto sotto controllo ufficiale oppure conformità al tipo basata sulla garanzia della qualità del prodotto;
-
in caso di altri apparecchi appartenenti ai suddetti gruppi e categorie, il controllo interno della produzione e invio della documentazione tecnica a un organismo notificato, che ne accusi quanto prima ricevuta e la conservi;
Apparecchi di categoria 3
-
controllo interno della produzione.
Oltre alle procedure precedenti è possibile verificare la conformità di apparecchi o sistemi di protezione basata sulla verifica della singola unità.
Ai componenti si applicano le procedure previste per gli apparecchi, esclusa l’apposizione del marchio CE e la compilazione della dichiarazione di conformità UE. Il fabbricante dovrà rilasciare un attestato scritto di conformità dal quale risulti la conformità dei componenti con le disposizioni applicabili del D.Lgs. n. 85/2016. Il fabbricante è tenuto a specificare le caratteristiche e le modalità con cui i componenti devono essere incorporati in apparecchi o sistemi di protezione per contribuire al rispetto dei RES applicabili.
In deroga alle procedure precedenti il MSE, sentito il MI, può, su richiesta debitamente motivata, autorizzare la commercializzazione e la messa in servizio, nel territorio nazionale, di prodotti diversi dai componenti per i quali non sono state seguite le procedure indicate e il cui impiego sia nell’interesse della protezione.
Si rileva che il regime procedurale previsto per la valutazione della conformità ai RES della apparecchiature non elettriche risulta meno oneroso per il fabbricante rispetto a quello previsto per le apparecchiature elettriche (per queste ultime è infatti previsto l’esame UE di tipo anche per gli apparecchi elettrici riconducibili alla categoria 2).
Particolare attenzione deve essere riservata a macchine complesse composte da apparecchi elettrici ed apparecchi non elettrici. La valutazione di questi insiemi può non richiedere la valutazione in quanto apparecchio elettrico (più gravosa per il fabbricante) a patto che l’assemblato elettrico/non elettrico non determini rischi aggiuntivi e che l’apparecchiatura elettrica sia di categoria conforme al tipo di zona.
6.6.7 Analisi funzionale di un ciclo di verniciatura a spruzzo in cabina
L’analisi funzionale di un ciclo di verniciatura a spruzzo con prodotti vernicianti a solvente, tratta dal rapporto RASE, è riportata in Figura 6.26.
Figura 6.26 – Esempio di analisi funzionale di una verniciatura a spruzzo
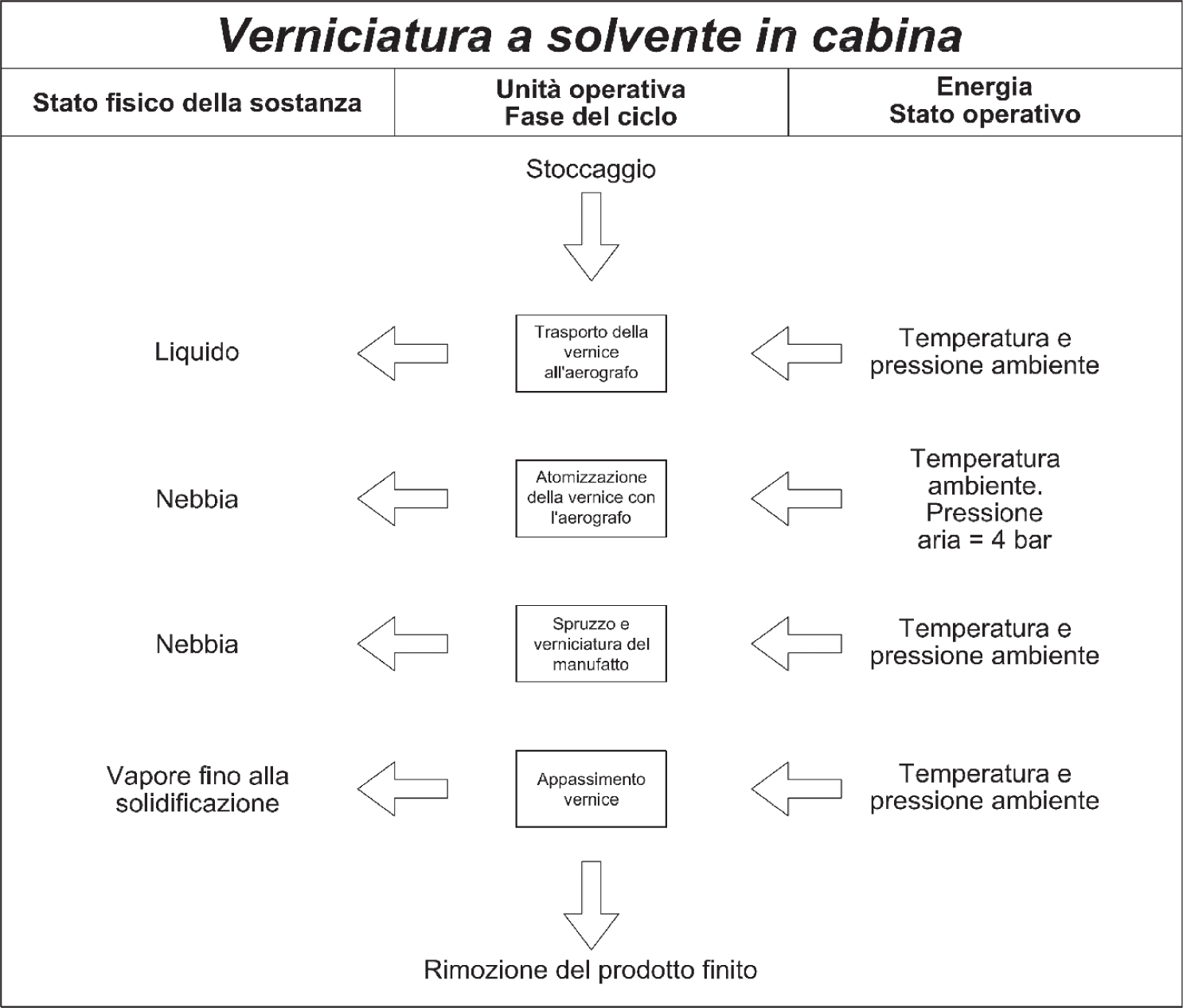
6.6.8 Esempio di compilazione del modulo di registrazione del rischio di accensione
Si vuole fornire un esempio di compilazione del modulo di registrazione del rischio di accensione. L’operazione considerata consiste nel caricamento di pigmenti organici dal boccaporto di un reattore preventivamente inertizzato. L’operazione, realizzata sotto aspirazione localizzata, determina la formazione, all’esterno del boccaporto, di una zona 22 IIIB T300 °C di estensione pari a 3 m in ogni direzione e verticalmente fino al pavimento. L’operatore opera su di un pavimento metallico grigliato e messo a terra ed è dotato di DPI dissipativi (calzature). Nella zona classificata è presente un motore elettrico che aziona l’agitatore del reattore. Il sistema di inertizzazione risulta progettato, verificato e mantenuto in conformità a CEN/TR 15281.
Codice di valutazione del rischio di accensione: VRA001/2012
| Unità operativa/Fase del ciclo di produzione: | Caricamento pigmenti organici da boccaporto in reattore inertizzato n. 001/Rep001 |
| Tipologia ed estensione delle zone classificate: | 1) 22 IIIB T300 °C estesa per 3 m dall’altezza del boccaporto di carico e verticalmente fino al pavimento (Codice documento di classificazione: CL001/2009) |
| Parametri di accensione dell’ATEX: | 1) MIE = 25 [mJ]; Resistività volume = 10 15 [Ω·m]; Tcl = 500 [°C]; T5mm = 400 [°C]; (Rif. Certificato di analisi: 001/2009 del 01/01/2009 a firma di Mario Bianchi – XXYYZZ) |
| No | Tipo | Presenza | Causa | Misure di prevenzione accensione adottate (Riferimento) | Efficacia | Categoria Equivalente | Misure integrative di prevenzione (Riferimento) | Efficacia Residua | Categoria Equivalente Residua | Annotazioni | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 10 | Superfici calde | Si ☑ | No ☐ | Surriscaldamento del motore elettrico agitatore | Marcatura CE-ATEX II 3D tD A22 T300°C (Documentazione fabbricante) | Durante il normale funzionamento | 3E | Manutenzione preventiva e periodica (Titolo III, Capo III, D.Lgs. n. 81/08) | Non presente durante il normale funzionamento | 3E | |
| 11 | Superfici calde | Si ☑ | No ☐ | Surriscaldamento esterno reattore dovuto al contatto tra agitatore e contenimento | - | Non presente. La velocità di rotazione dell’agitatore è inferiore ad 1 m/s | 1E | Manutenzione preventiva e periodica (Titolo III, Capo I, D.Lgs. n. 81/08) | Non presente. La velocità di rotazione dell’agitatore è inferiore ad 1 m/s | 1E | |
| 20 | Fiamme e gas caldi | Si ☐ | No ☑ | Durante il normale ciclo di produzio-ne non si eseguono operazioni di lavoro a fuoco | |||||||
| 30 | Scintille meccani-che | Si ☐ | No ☑ | La velocità inferiore ad 1 m/s non genera scintille | |||||||
| No | Tipo | Presenza | Causa | Misure di prevenzione accensione adottate (Riferimento) | Efficacia | Categoria Equivalente | Misure integrative di prevenzione (Riferimento) | Efficacia Residua | Categoria Equivalente Residua | Annotazioni | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 40 | Materiale elettrico | Si ☑ | No ☐ | Motore elettrico agitatore | Marcatura CE-ATEX II 3D tD A22 T300°C (Documentazione fabbricante) | Non presente durante il normale funzionamento | 3E | Manutenzione preventiva e periodica (Titolo III, Capo III, D.Lgs. n. 81/08) | Non presente durante il normale funzionamento | 3E | |
| 50 | Correnti elettriche vaganti | Si ☐ | No ☑ | ||||||||
| 60 | Elettricità statica Spark Discharge | Si ☑ | No ☐ | Cariche elettrostatiche dovute all’operatore | Adozione di pavimento conduttivo. Adozione DPI dissipativi. | Non presente durante il normale funzionamento | 3E | Verifica periodica del pavimento conduttivo (Titolo III, Capo III, D.Lgs. n. 81/08) Informazione e formazione dell’operatore sulle operazioni di verifi-ca, manutenzione e pulizia DPI. (Titolo III, Capo II ed Art. 294-bis, D.Lgs. n. 81/08) | Non presente sia durante il normale funzionamento sia durante la disfunzione prevista del DPI | 2E | |
| 61 | Elettricità statica Spark Discharge | Si ☑ | No ☐ | Cariche elettrostatiche dovute all’impianto ed al contenitore | Utilizzo di fusti dissipativi. Equipotenzialità e messa a terra di reattore, contenitore polvere e boccaporto | Non presente durante il normale funzionamento | 3E | Informazione e formazione dell’operatore. Manutenzione preventiva e perio-dica dei sistemi di collegamento e messa a terra (Titolo III, Capo III ed Art. 294-bis, D.Lgs. n. 81/08) | Non presente sia durante il normale funzionamento sia durante la disfunzione prevista del sistema di collegamento e messa a terra | 2E | |
| No | Tipo | Presenza | Causa | Misure di prevenzione accensione adottate (Riferimento) | Efficacia | Categoria Equivalente | Misure integrative di prevenzione (Riferimento) | Efficacia Residua | Categoria Equivalente Residua | Annotazioni | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 70 | Elettricità statica Corona Discharge | Si ☐ | No ☑ | Non sono presenti superfici con raggi di raccordo minori di 1 mm | |||||||
| 80 | Elettricità statica Brush Discharge | Si ☑ | No ☐ | Cariche elettrostatiche dovute all’operatore | Adozione di pavimento conduttivo. Adozione DPI dissipativi | Vista la MIE della polvere, questa modalità di scarica non è efficace nemmeno in occasione di una disfunzione rara | 1E | La MIE della polvere è pari a 25 mJ. La massima energia di scarica è pari a 3 mJ. | |||
| 81 | Elettricità statica Brush Discharge | Si ☑ | No ☐ | Cariche elettrostatiche dovute all’impianto ed al contenitore | Utilizzo di fusti dissipativi. Equipotenzialità e messa a terra di reattore, contenitore polvere e boccaporto | Vista la MIE della polvere, questa modalità di scarica non è efficace nemmeno in occasione di una disfunzione rara | 1E | La MIE della polvere è pari a 25 mJ. La massima energia di scarica è pari a 3 mJ. | |||
| 90 | Elettricità statica Propaga-ting Brush Discharge | Si ☐ | No ☑ | ||||||||
| No | Tipo | Presenza | Causa | Misure di prevenzione accensione adottate (Riferimento) | Efficacia | Categoria Equivalente | Misure integrative di prevenzione (Riferimento) | Efficacia Residua | Categoria Equivalente Residua | Annotazioni | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 100 | Elettricità statica Conical Discharge | Si ☐ | No ☑ | ||||||||
| 110 | Fulmine Onde elettroma- gnetiche | Si ☐ | No ☑ | ||||||||
| 120 | a radio-frequenza (RF) da 104Hz a 1012Hz Onde | Si ☐ | No ☑ | ||||||||
| 130 | elettroma-gnetiche da 3X1011Hz a 3x1015Hz | Si ☐ | No ☑ | ||||||||
| 140 | Radiazioni ionizzanti | Si ☐ | No ☑ | ||||||||
| 150 | Ultrasuoni | Si ☐ | No ☑ | ||||||||
| 160 | Com-pressioni adiabatiche ed onde | Si ☐ | No ☑ | ||||||||
| No | Tipo | Presenza | Causa | Misure di prevenzione accensione adottate (Riferimento) | Efficacia | Categoria Equivalente | Misure integrative di prevenzione (Riferimento) | Efficacia Residua | Categoria Equivalente Residua | Annotazioni | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 170 | Reazioni esotermiche inclusa l’autoac-censione delle polveri | Si ☐ | No ☑ | ||||||||
| Conclusioni |
|
Misure di prevenzione, protezione e stabilizzazione da adottare | Riferimento Allegato XXYY Documento sulla Protezione contro le Esplosioni |
6.6.9 Valutazione dell’efficacia di accensione di un ventilatore in caso di guasto
L’azienda XXYY S.p.A. dispone di un ventilatore della potenza di 15 kW con il quale viene convogliato un flusso di polveri di legno all’interno di un filtro a tessuto. Il ventilatore non è marcato CE-ATEX in categoria idonea alla zona (è stato installato in data antecedente il 30 giugno 2003). Si vuole verificare l’efficacia dell’innesco dovuto alla presenza di superfici calde in caso di guasto che determini un contatto tra girante e cono di ingresso. I parametri di calcolo assunti dal datore di lavoro per lo sviluppo della valutazione sono i seguenti:
-
materiale del cono e della girante: Acciaio da costruzione di composizione non nota;
-
conducibilità termica dell’acciaio: 50 W/m·K;
-
conducibilità termica del rame: 370 W/m·K;
-
limite di rilevabilità guasto: 10% della potenza massima (valore che necessita di conferma da parte del costruttore);
-
superficie a contatto in caso di guasto: 100 mm2 con rapporto A/r pari a 0,015 m (valore che necessita di conferma da parte del costruttore);
-
Tcl = 500 °C;
-
T5mm = 320 °C.
Il DDL suppone quindi che un guasto che assorba una potenza pari al 10% di quella massima divenga rilevabile a seguito dei controlli preventivi ed in esercizio a cui il ventilatore è periodicamente sottoposto (es. sviluppo di rumore e vibrazioni anomale, modifica del colore della verniciatura a seguito di sovratemperatura, ecc.). Tale assunzione necessita tuttavia di una conferma da parte del costruttore della macchina. In queste ipotesi è necessario verificare che al di sotto della soglia di rilevazione del guasto, il ventilatore non inneschi l’ATEX che viene convogliata. In base alla eq. 6.1 si determina la massima temperatura superficiale ammissibile prima che abbia luogo l’innesco. Si ha:
Tsup ≤ 2/3·Tcl = 2/3·500 = 333 °C
Tsup ≤·T5mm – 75 = 320 – 75 = 245 °C
Si assume, quindi, che la massima temperatura superficiale raggiungibile dall’apparecchio sia pari a Tsup,max = 245 °C. La massima temperatura superficiale nelle ipotesi date è invece pari a (cfr. eq. 6.2):

Da cui:
In caso di guasto la temperatura superficiale è superiore alla temperatura di accensione. L’adozione di inserti di rame nel cono di ingresso (cfr. UNI EN 14986) può contribuire a limitare l’efficacia dell’innesco dato che aumenta molto la conducibilità termica. Si ha:

Da cui:
Un intervento di bonifica di questo tipo permette quindi di ridurre entro limiti di sicurezza la temperatura in caso di primo guasto nel ventilatore.
6.6.10 Il rischio di accensione in caso di surriscaldamento di una pompa centrifuga
Di una pompa centrifuga può essere intercettata sia l’aspirazione sia la mandata. Questo può causare danni alla pompa ed un rapido incremento della temperatura del liquido residuo rimasto all’interno. Una particolare tipologia di pompa centrifuga, convogliante etanolo, può contenere al proprio interno, tra aspirazione e mandata, una quantità di liquido pari a circa 4 kg. Nell’ipotesi di una potenza erogata dalla pompa pari a circa 1 kW, si determini dopo quanto tempo il liquido in essa contenuto viene portato ad ebollizione.
Soluzione
I parametri chimico-fisici dell’etanolo necessari alla soluzione sono i seguenti:

Il lavoro meccanico trasportato dall’albero viene trasferito al fluido sotto forma di energia termica. Se assumiamo non vi siano perdite di calore dalla pompa all’ambiente durante il riscaldamento, possiamo scrivere:

Il gradiente termico sarà dunque pari a:

Nell’ipotesi che l’etanolo possieda una temperatura iniziale di circa 20 °C, la temperatura di ebollizione si raggiungerà dopo circa 600 secondi (10 minuti).
Dopo 10 minuti di funzionamento a vuoto della pompa, i danni potenziali che possono essere generati sono notevoli.
Quali misure di prevenzione e protezione adottare? (Risposta a cura del lettore).
6.6.11 I DPI ed il rischio di innesco elettrostatico
La presenza di abbigliamento in fibre sintetiche di norma non costituisce un rischio di innesco se chi lo indossa è collegato a terra con calzature opportune (CEI CLC/TR 60079-32-1). Alcune indicazioni aggiuntive relative all’abbigliamento sono le seguenti:
-
gli abiti devono essere (per quanto possibile), attillati;
-
non devono essere tolti o slacciati in aree classificate ATEX;
-
in zona 0 (e 20) non devono essere indossati vestiti sintetici altamente resistivi e gli abiti esterni devono essere dissipativi.
Gli indumenti dissipativi, essendo DPI, dovranno essere marcati CE e dovranno essere connessi alla terra per contatto attraverso la persona che li indossa o con una connessione diretta.
I guanti protettivi utilizzati in zona 1 e 0 (e 21 e 20) devono essere dissipativi.
Il principale DPI contro il rischio di innesco elettrostatico è costituito dall’adozione di calzature dissipative o conduttive. In generale l’adozione di calzature dissipative risulta idoneo per un utilizzo generale e consente di prevenire l’accumulo di carica elettrostatica nella maggior parte delle situazioni e garantisce comunque il lavoratore da eventuali contatti accidentali con masse in tensione. La calzatura conduttiva deve invece essere adottata da persone che devono maneggiare sostanze chimicamente instabili con bassa energia di accensione (es. esplosivi). La calzatura conduttiva non deve essere utilizzata nel caso esista il rischio di contatto accidentale con masse in tensione. In casi di particolare rischio di innesco sarà necessaria l’adozione di sistemi attivi di verifica della resistenza di terra della persona prima dell’accesso ai reparti.
L’adozione di DPI dissipativi è associabile ad una categoria equivalente di innesco pari a 3E (innesco non presente durante il normale funzionamento). Ulteriori misure di prevenzione possono migliorare la categoria equivalente al livello 2E (es. Informazione e formazione, pulizia frequente del DPI, procedura di gestione DPI).
Ad integrazione di quanto appena illustrato citiamo la Tabella 21, IEC 60079-32-1 che riporta un utile schema riepilogativo finalizzato a discriminare gli scenari nei quali l’adozione dei DPI è “richiesta” da quelli nei quali è, più semplicemente, “raccomandata”.
6.6.12 Calcolo del caricamento elettrostatico per strofinio
Assumiamo che, in una giornata con scarsa presenza di umidità, l’autista di un’autocisterna contenente acetone si carichi elettrostaticamente attraverso lo strofinio tra il tessuto del maglione ed il sedile. Si vuole calcolare l’energia di scarica accumulabile dall’autista assumendo i seguenti valori:
-
la superficie a contatto tra sedile e schiena sia pari a circa 0,1 m2;
-
la massima densità di carica, in aria secca, è pari a circa 2,7·10-5 C/m2.
La capacità del corpo umano dell’autista sia pari a circa 200 pF (circa 100 pF ogni metro d’altezza).
L’energia di scarica è dunque pari a:

Ampiamente superiore alla MIE dell’acetone, che è uguale a:
MIEacetone = 1,15 mJ
L’energia elettrostatica accumulata dall’autista risulta quindi ampiamente in grado di innescare l’ATEX di acetone.
6.6.13 L’applicazione della Direttiva 2014/34/UE a silos e filtri
Si riportano di seguito alcune considerazioni emesse nell’ambito del comitato permanente in merito all’applicazione della Direttiva 2014/34/UE a silos e filtri.
-
Filtro o silo privo di parti mobili o materiale elettrico all’interno ed è situato in una zona non pericolosa17.
Questi filtri o silos sono esclusi dal campo di applicazione della Direttiva 2014/34/UE. I rischi elettrostatici possono essere generati dalle superfici d’isolamento interne al filtro, dagli elementi filtranti o dalle scariche a cono nei silos di stoccaggio. Questo rischio è connesso alle proprietà della polvere combustile e alle caratteristiche di gestione.
I rischi elettrostatici non sono considerati fonti proprie di accensione e quindi sia i filtri sia i silos non ricadono nella definizione di apparecchio ai sensi della 2014/34/ UE. I rischi elettrostatici possono ricadere nel campo di applicazione di altre direttive (es. Direttiva macchine) quando il filtro fa parte di una macchina. In questo caso sarà il fabbricante della macchina che dovrà assicurare la sicurezza rispetto a tale fonte di accensione.
In tutti i casi questi rischi devono essere controllati dall’utente in applicazione del Titolo XI, D.Lgs. n. 81/2008. I rischi elettrostatici sono altresì previsti dalla Norma EN ISO 80079-36:2016.
-
Il filtro possiede all’interno parti mobili che possono essere assimilate ad apparecchi meccanici (es. pulizia a scuotimento, coclee, ecc.) L’intero filtro è situato in una zona non-pericolosa18.
Il fabbricante deve valutare se le parti mobili interne possano generare una potenziale fonte di accensione. Se tali parti mobili non creano alcuna fonte potenziale di accensione, per esempio perché possiedono una bassa potenza, oppure perché si muovono lentamente, la situazione è la medesima del caso precedente ed il filtro non rientra nel campo di applicazione della Direttiva (Nota: Quanto bassa la potenza? Quanto lento il movimento? UNI EN 13849-1 ed UNI EN 13849-5). Se l’apparecchio meccanico interno determina invece rischi di accensione, questo deve risultare conforme alla Direttiva 2014/34/UE. In particolare, se l’atmosfera esplosiva presente all’interno del filtro risulta classificata di tipo 20, sarà necessario che gli apparecchi presenti all’interno della zona classificata siano di categoria 1. Ma questo non sempre è possibile.
(…)
Quando non risulta possibile gestire la sorgente di innesco in termini di categoria 1 secondo la “miglior tecnologia disponibile”, la categoria 2 può essere sufficiente se il fabbricante appronta le misure supplementari di protezione contro il rischio di esplosione. In questo caso se l’apparecchio completo (filtro con venting e/o soppressori chimici) è prodotto ed integrato dallo stesso produttore, tutto l’assieme rientra nel campo di applicazione della Direttiva 2014/34/UE.
Di conseguenza il produttore è tenuto ad adottare le seguenti misure:
-
impedisce sufficientemente la fonte d’accensione interna (secondo “la miglior tecnologia disponibile”);
-
seleziona un sistema di protezione idoneo (es. venting oppure soppressione chimica);
-
progetta il filtro in tal modo che esso possa resistere ad un’esplosione interna senza cedimenti19.
Di seguito si sintetizzano le conclusioni raggiunte dal comitato permanente (Figura 6.27).
Figura 6.27 – Sintesi delle conclusioni raggiunte dal comitato permanente relativamente all’applicazione della Direttiva 2014/34/UE a filtri e silos
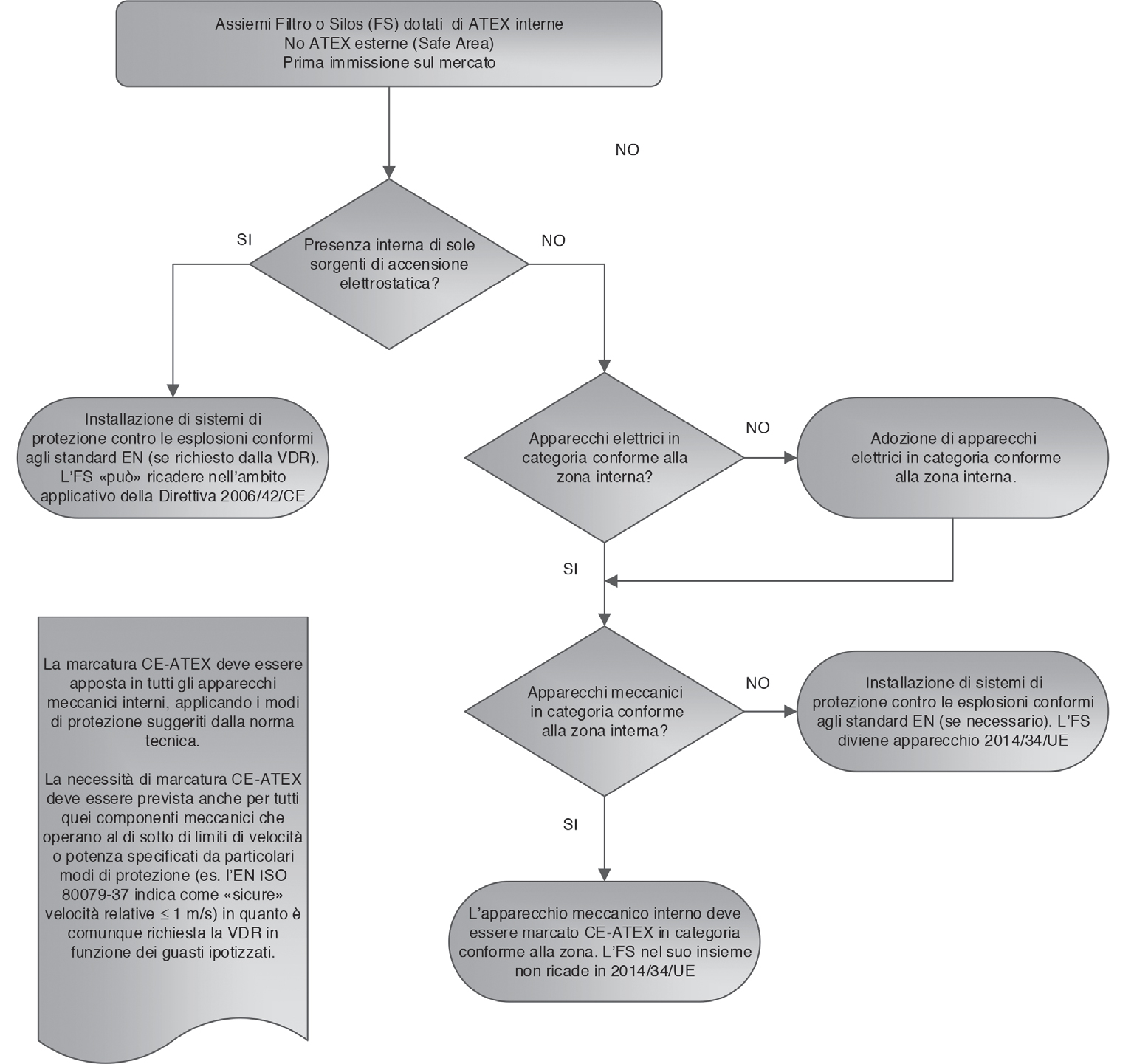
6.6.14 Tipizzazione dei gruppi e delle classi di temperatura di un campione di sostanze infiammabili
Al progettista elettrico del reparto di uno stabilimento chimico viene chiesto di stendere il capitolato d’appalto degli apparecchi elettrici e non elettrici da installarsi nelle zone classificate a rischio di esplosione (già individuate dal reparto ingegneria dell’azienda). Il problema che si pone è quindi il seguente: mentre sono ben note le sostanze che nel corto/medio termine saranno prodotte nel reparto, più difficoltoso è ipotizzare quali cicli produttivi saranno sviluppati nel lungo termine.
Si pone quindi il problema di identificare un giusto compromesso, in termini di gruppi e classi di temperatura da assegnare agli apparecchi elettrici e non elettrici da installarsi, per consentire all’impianto una produzione multipurpose adeguatamente flessibile. La scelta viene realizzata predisponendo un’analisi del database delle sostanze presenti nella ex Guida CEI 31-35:2012 ora abrogata ma comunque un ottimo riferimento tecnico. Le sostanze maggiormente rappresentate sono le IIAT2 (circa il 31% del totale) seguite dalle IIAT3 (circa il 22% del totale). Nella Figura 6.28 si riporta il diagramma di Pareto complessivo delle sostanze presenti nella ex Guida CEI 31-35:2012.
Figura 6.28 – Diagramma di Pareto di n. 404 sostanze infiammabili
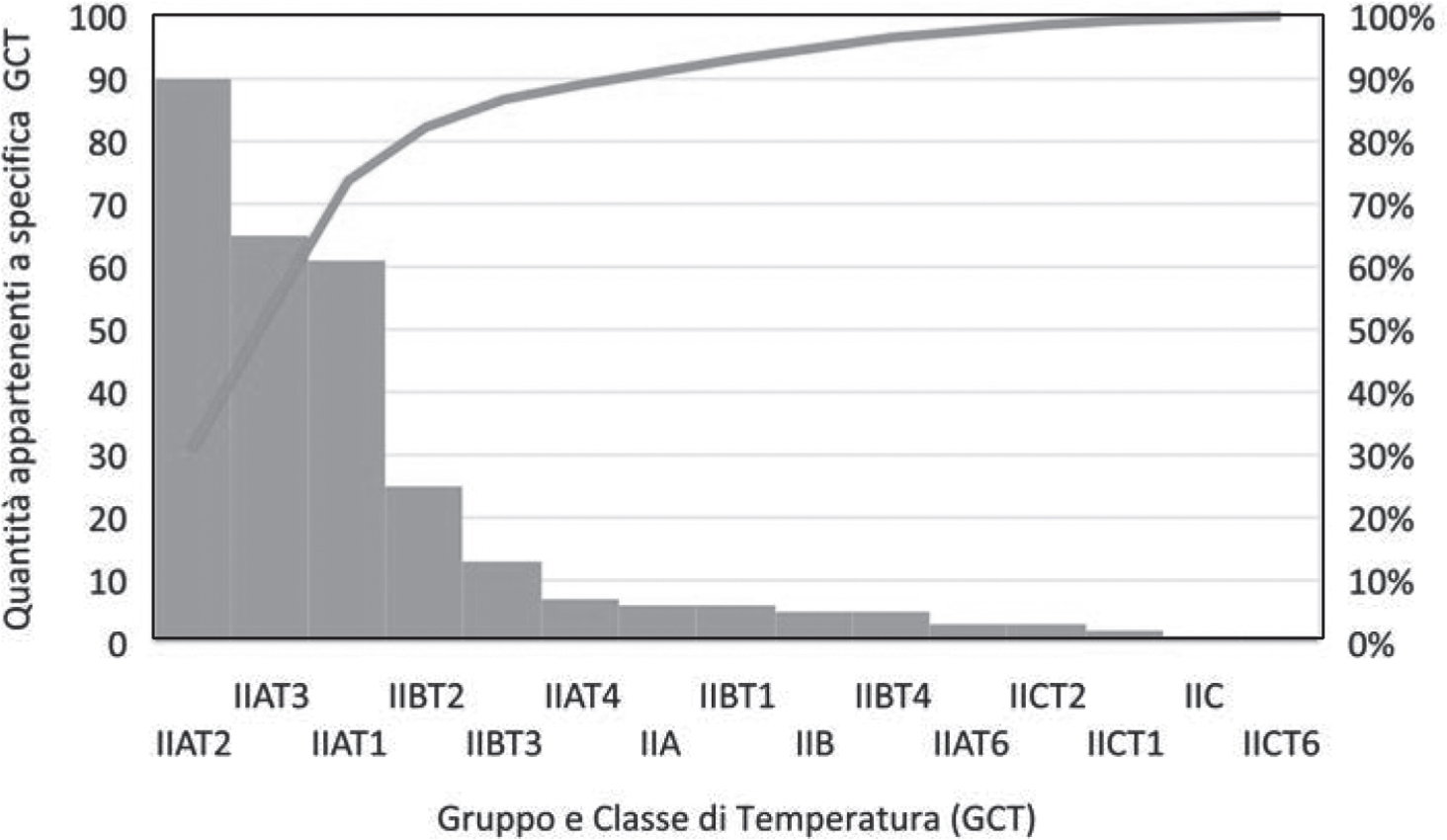
Fonte: Tabella GA-2, ex Guida CEI 31-35:2012
Le necessità di garantire una sufficiente flessibilità al plant unita all’esigenza di consentire la fattibilità economica del medesimo orienta il progettista nella scelta di adottare uno standard d’acquisto non inferiore al IIBT3 per tutti gli apparecchi elettrici e non elettrici. Tale scelta di compromesso consente comunque di includere più dell’88% delle oltre 400 sostanze elencate nella Tabella GA-2, ex Guida CEI 31-35:2012.
6.6.15 Valutazione dell’efficacia delle scintille di origine meccanica nell’innesco di un’ATEX dovuta a polveri combustibili
Si vuole realizzare la valutazione dell’efficacia d’innesco dovuto a scintille di origine meccanica di una polvere combustibile derivata da processi chimici, denominata PD (Polvere Derivata), la quale, sottoposta a test, ha evidenziato i seguenti parametri di esplosività:
-
Minima energia di accensione: MIEPD ≥ 1000 mJ (rilievo effettuato con e senza induttanza);
-
Temperatura di accensione in nube: Tcl,PD = 460 °C.
Le scintille valutate sono quelle derivanti da impatto e da attrito meccanico. All’interno dell’impianto di processo, nel quale la polvere PD è veicolata, appare credibile la formazione di scintillio dovuto ad impatto ed attrito (le sorgenti di tipo elettrostatico si escludono poiché il campione ha più volte evidenziato un parametro di test superiore a 1 J).
Relativamente alle sorgenti di impatto, le più energetiche sono quelle che creano reazioni di tipo alluminotermico causate da urti tra metalli leggeri e superfici arrugginite. In questo senso gli studi condotti da Bartknecht20 appaiono di estrema utilità.
In particolare è possibile ricondurre la capacità di innesco alla MIE e alla Tcl della polvere; come risulta evidente dalla Figura 6.29 la polvere PD non risulta innescabile da urti che generino reazioni alluminotermiche.
Figura 6.29 – Innesco dell’ATEX per urto tra metalli
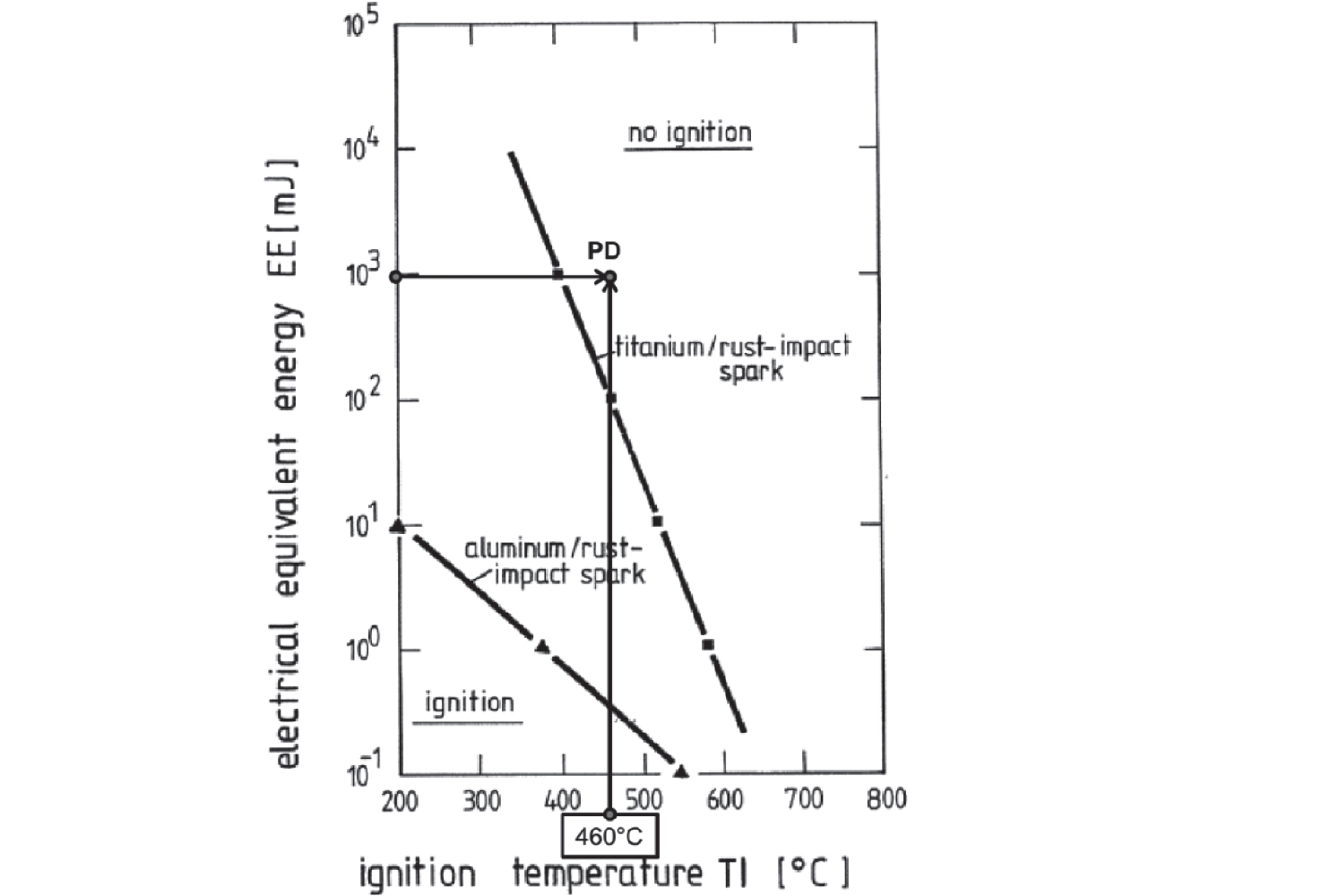
Fonte: Bartkenecht, 1989
Il calcolo analitico della MIE al di sotto della quale la polvere diviene passibile di innesco alluminotermico per urto (MIEmin) è presentata da Siwek e Cesana21:
MIEmin,al = 1,12·102·0,987Tcl = 1,12·102·0,987460 ≌ 0,3 mJ << MIEPD
La verifica di calcolo è soddisfatta essendo la MIE della polvere di 3 ordini di grandezza superiore all’energia che la sorgente di accensione può rendere disponibile. Diagrammi assimilabili a quello visto per gli urti sono stati elaborati anche nei casi di innesco per scintillio dovuto ad attrito metallo-metallo (attenzione: non si sta valutando il punto caldo che si genera tra le due superfici in fase di strisciamento bensì l’efficacia d’innesco delle scintille meccaniche generate!).
Anche in questo caso tale forma di accensione non appare in grado di innescare l’ATEX del campione testato. La polvere combustibile PD cade infatti ancora una volta nell’area della non accensione (Figura 6.30).
Figura 6.30 – Innesco dell’ATEX per attrito tra metalli
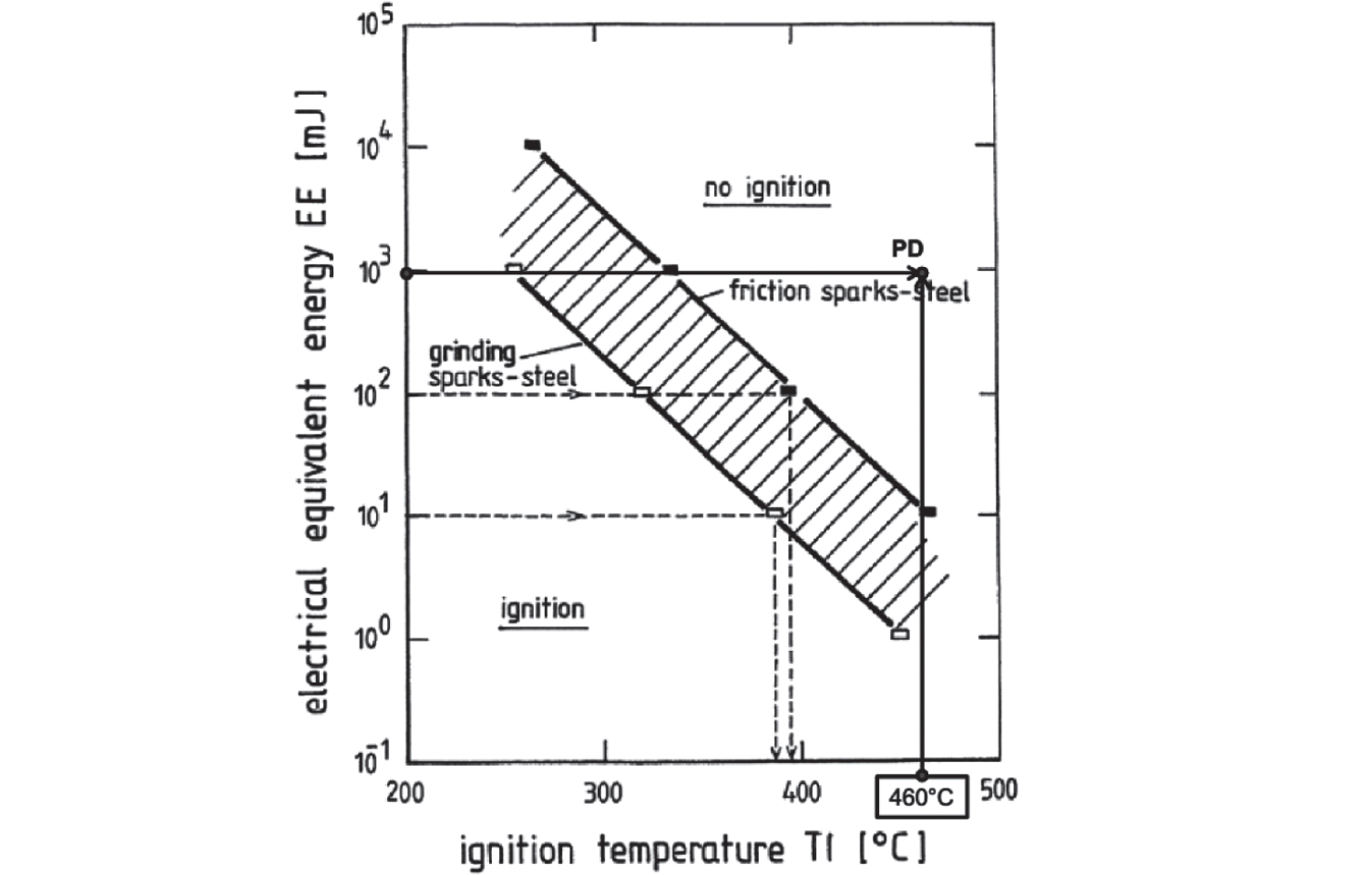
(Bartkenecht, 1989)
È possibile sviluppare, come fatto in precedenza, il calcolo analitico della MIE al di sotto della quale la polvere diviene passibile di innesco per attrito metallo su metallo (MIEmin):
MIEmin,fe = 8,44·107·0,966Tcl = 8,44·107·0,966460 ≌ 10,4 mJ << MIEPD
La verifica di calcolo è soddisfatta, anche in questo caso, essendo la MIE della polvere di 2 ordini di grandezza superiore all’energia che la sorgente di accensione può rendere disponibile.